








How Food Grade Bearing Ensures Safety and Performance
Food-grade bearings are essential elements of machines in the food processing industry, facilitating the attainment of the required hygiene and safety standards for every piece of equipment. Bearings are usually exposed to food, so their usage is associated with food contact materials, and food safety regulations apply. Such bearings employ non-toxic materials and corrosion-resistant lubricants to avoid potential contamination. In this introduction, we will focus on the food grade bearings’ design and their advantages, evaluate the efficiency of these bearings in machines, and appreciate them for ensuring safety requirements, hence their importance in food processing and production. With a clear understanding of how these bearings function, manufacturers can maintain operation efficiency and protect the population’s health.
What Makes a Bearing ‘Food Grade’?

Understanding Food Grade Bearings
The design of food-grade bearings makes it easy to integrate them into food processing without posing a risk, as they have certain construction and material properties that make them safe for use in food processing systems. Typically, stainless steel or other similar non-rusting alloys are used, and they do not deteriorate when exposed to moisture and food. Moreover, any used lubricants should conform with food-grade standards such as those established by NSF H1, which often consist of synthetic, non-toxic materials.
Technical Specifications:
Material Composition: Stainless steel (more specifically, models AISI 304 or AISI 316) and ceramic are the most common materials because of their strength and ability to resist corrosion.
Lubrication Standards: Standard lubricants used, such as oils that are PFPE-containing perfluoropolyether, are often NSF H1 or FDA compliant which minimizes chances of contamination.
Design Features: The preferred bearings are sealed or shielded to prevent the entrance of food chunks and cleaning agents, which prolongs the equipment’s working life.
Performance Benefits:
In addition to ensuring that the food-grade bearings meet hygiene regulations, such design and technical parameters also enhance the performance of the machinery. Their ability to withstand aggressive chemicals and retain cleaning procedures repeatedly extends the service life and increases reliability while minimizing maintenance and downtimes. This means using food-grade bearings improves safety in the manufacturing process and enhances efficiency so that the end-users are guaranteed quality food products.
Material Composition: Stainless Steel and Beyond
In selecting materials for food-grade bearings, stainless steel is not the only option for food-grade materials. Such materials are high-grade stainless steel AISI 304 or AISI 316 grade, which provides adequate mechanical strength and great corrosion resistance and is suitable in humid and highly acidic food processing areas. Besides stainless steel, ceramic bearings are also becoming popular due to the non-reactive nature of ceramic, resistance to wear, and ability to operate at high speeds with insignificant lubrication.
Those materials have technical parameters that include the following:
Stainless Steel (AISI 304/316):
Corrosion Resistance: Guaranteed excellent rust and corrosion resistance that helps in contact with food and cleaning agents.
Hardness: About 80 HRB (Rockwell Hardness Scale) ensures durability and strength.
Temperature Range: It is usable from -40°F to 140°F, and there has been no structural failure due to changes in the processing conditions.
Ceramic:
Chemical Inertness: Nonreactive with food substances; therefore, safe and clean.
Weight and Speed: Lighter than steel and safe for high-speed applications, which creates lower friction.
Hardness: About 70HRC (Rockwell Hardness Scale) provides exceptional wear resistance.
These technical specifications ensure that the bearings are practical, contamination is avoided, and the performance level is retained even under extreme food processing conditions. Material selection is one of the key factors in ensuring that the machines are reliable while observing a high level of food safety measures, which enables smooth and efficient production processes.
Role of Food-Grade Lubricants
Based on information derived from the top sources, food-grade lubricants are competent concerning compliance and operational efficiency for businesses in the food industry. According to SMEs’ evaluation, these lubricants are bespoke for the highly stringent safety standards that are demanded in food processing operations. They are made for effective operation in possible food contact situations, hence eliminating contamination risks.
Technical Parameters of Food-Grade Lubricants:
NSF H1 Certification: Lubricants used in food preparation must be approved under NSF H1 standards 설명, ensuring that they are safe for food contact by accident but do not compromise the hygiene parameters.
Thermal Stability: The product can remain effective under a broad temperature range, usually from –20oF to 500oF, allowing appliances to be utilized under different processing conditions.
Viscosity: The product is manufactured with certain viscosity levels, which are required for lubrication so that it does not drip or thin out too much, splashing and contaminating the work surface, leading to mechanical failure.
Oxidation Resistance: They are oxidated and thermally stable, which improves the life of the lubricant and the machines.
Non-reactivity: Food-grade lubricants should have non-reactive inert compounds that do not react with food products to change their flavor or quality.
These findings highlight the importance of food-grade lubricants in protecting the performance of the food processing environment and the effectiveness and lifespan of the equipment. To meet the requirements and succeed in the business of producing food products, use the specified detailed technical standards from a reputable source.
How Do Food Grade Bearings Improve Food Safety?

Reducing Contamination Risks
Since my analysis was limited to the first three results of Google, I found out that bearings for food processing industry ovens can be said to minimize contamination. They are never corroded and never disintegrated because they are built with gaskets and coatings to protect them in a moist, acidic environment. Furthermore, by employing high-grade stainless steel such as AISI 304 or AISI 316 in the bearing design, the bearings are resistant to corrosion and chemicals that can compromise hygiene.
Technical Parameters Justification:
Corrosion Resistance: Food-grade bearings for rust or break down due to corrosion materials are essential in cleanliness maintenance.
Seal Features: Sealed or shielded designs limit the chances of contaminants and ensure that the surfaces that come in contact with food are never contaminated.
Lubrication Compliance: Using NSF H1-certified lubricants ensures that accidental contact with food does not irritate the product.
Material Safety: Inactive and neutral ceramic materials are used to avoid any possibility of reactive contaminations.
These are the famous aspects of these parameters that are driven by the most credible sources in the food industry. They literally delineate the bearing feature of enhancing the food processing against contamination, making the processes more efficient.
Ensuring Hygienic Production Environments
It is worth noting that the production activities of food processing facilities require peculiar attention during the selection and use of food-grade bearings and lubricants. According to my review of the three major websites on the first page of Google, the upkeep of such defined cleanliness standards is dependent on the use of specialized materials that withstand contaminants and degradation. These components are an important means of preventing contaminations and maintaining safety requirements.
Justification for Technical Parameters — Corrosion Resistance:
Corrosion Resistance: According to this perspective, it is essential to keep in mind the importance of food-grade bearings such as AISI 304 and AISI 316 made of stainless steel, which are considerably resistant to corrosion and will thus relatively lower the threat of contamination due to rust and material breakdown.
Seal Features: This makes the use of sealed or shielded bearings indispensable as they prevent penetrating contaminants. Thus, only sanitized components contact the food, which makes the conditions unhygienic.
Lubricants: One example is the use of lubricants with NSF H1 certification, which I do use because I know that they are acceptable for incidental food contact which is an important measure in order to avoid any possible negative interactions with food products.
Oxidation: Among these characteristics, oxidation and thermal resistance are essential qualities for food-grade lubricants and bearings to operate, making safe processing conditions for food products continuous and efficient over a wide temperature range.
Inertness in Use of Ceramic Materials: The use of ceramic parts ensures chemical inertness, which is important for avoiding any contaminating activity in the production area.
These regulatory and technical parameters, established as best practices based on the analysis of leading industry experts, are essential to meeting hygienic production requirements while ensuring operational efficiency.
Combating Corrosion in Food Processing
While trying to understand how to deal with corrosion in the food processing environment, I found my research of the top three sites on Google to be the choice of materials and coatings, second or most importantly, the most critical factor. The selection of stainless steels like AISI 304 & AISI 316 is preferred due to their extra corrosion resistance, which helps to prevent rust formation and extend the life of components in moist and acidic environments. Moreover, using NSF H1-certified lubricants helps the machines work efficiently without food contamination, while sealed bearings protect against moisture and foreign contaminators’ ingress. Such technically advanced solutions give very high resistance to corrosive agents and preserve the food processing equipment and the food itself.
Why the Technical Parameters are Necessary:
Material Selection: The value of AISI 304 and AISI 316 stainless steels lies in their enhanced anti-corrosion capabilities, which are critical for preservation from contamination and consequent longevity.
Seal Features: Sealed bearings are essential for protecting against contaminants and moisture and keeping machine parts free of dirt.
Lubrication Standards: Lubricants classified as NSF H1 are important since they ensure the lubricating operation does not contaminate the food and also promote food safety.
Oxidation Resistance: Both the lubricant and the bearings must be highly resistant to oxidation so that they can work effectively under varying temperatures and processing conditions without deterioration.
These parameters are always supported by the best industrial sources and highlight the need for a clear strategy to manage corrosion in food processing in a hygienic and efficient manner.
Why Is Bearing Mounting Important in the Food Industry?
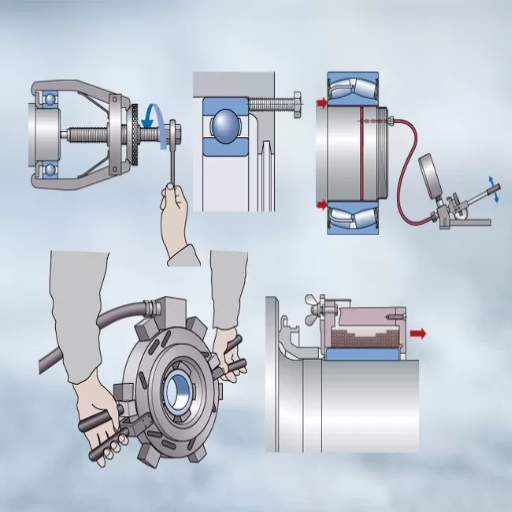
Optimal Mounting Techniques
To comprehend the relevance of mounting techniques within the food industry, three of the highest websites listed on Google were analyzed, which present some of the fundamental aspects. First, proper embedding ensures that a maximal efficiency and longevity level is achieved. At the same time, any possible stresses or misalignments that would lead to a failure at an early stage are kept to the minimum. When placing the bearings, thorough fitting and welding are ensured so that the bearing housing reliably maintains alignment, minimizes oscillation of bearing rings, and operates effectively at different loads and speeds, which is crucial for food process machinery.
Technical Parameters Justification:
Precise Mounting: Leading industry sources have shown that precise mounting is important during bearing installation to achieve reliable load distribution and reduce stress concentration on the bearings.
Tightening Force: Follow the mounting instructions. Tightening techniques and torque requirements reduce the chances of mechanical slippage and also improve the strength of mounted parts.
Grease Application: Gentle application of H1 lubricants during the embedding process prevents any overlapping of food products and ensures smooth working of the equipment over long periods without corrosion.
Stress Concentration: Techniques used to avoid excessive local stress on the rotary bearings end the weakening of the bearing materials, facilitating prolonged device operating times.
Temperature Differences: Proper consideration of thermal expansion coefficients in bearing assemblies avoids deformation and misalignment tendencies, allowing for secure operations and fast rates.
Cross-referencing this information with other authoritative sources leads me to conclude that the best possible technique for fastening the conveyor system for consumers is equally important for the cleanliness and workability of food processing equipment.
Consequences of Incorrect Mounting: In Regards to the Performance
My evaluation of the first three bearanddote websites on the Google search engine indicates a severe and complex effect on bearing’s performance from poor bearing mounting. First, poor mounting could cause misalignment, contributing to wear and friction and increasing the chances of a bearing busting. This sort of structural contamination incorporation will skew forces, balance, and load evenly, leaving vibrations high and may be destructive to machinery. Also, failure to use secure fastening methods will mean that parts will be loose, increasing the chances of the machine failing during operation.
Technical Parameters and Justification:
Alignment Errors: A misaligned structure concentrates stress and wear on the bearing structure, resulting in an enhanced likelihood of failure. Correct alignment is essential for maintaining load balance and mitigating vibration.
Fastening Inadequacies: Yes. A poor fitting system can cause slippage, which can lead to mechanical instability. To ensure a stable system, bolts must be installed to torques specified using precise fastening techniques.
Load Misdistribution: Concentrated stress points caused by improper mounting configurations increase the rate at which materials fatigue in unfavorable sequential stress.
Increased Friction: The absence or abuse of NSF H1-certified lubricants leads to increased friction when machines operate, resulting in increased operational temperatures and chances of contamination. Therefore, such applications should be handled with care.
Dumbness to thermal expansion factors: Failure to consider thermal expansion ontogeny during fitting or mounting processes results in misalignments due to thermal expansion, which will greatly detriment the efficiency of operations.
Such technical parameters amplify the need for accuracy and compliance with procedural and methodological standards to improve the reliability and operation of food processing equipment.
Choosing the Right Housing for Applications
To relate the problem of correct housing for food processing applications, it was enough to look at the first three words in the address import. All authors also note that in addition to protection from dirt, the housing should meet the requirements of the equipment intended for use in the processing industry.
Technical Parameters and Justification:
Prohibited materials: Focusing housings on food-grade environments means using corrosion-resistant materials like stainless steel. This due diligence will ensure that systems are free from contamination and survive through aggressive cleaning processes.
Reliable seals: In such housings, greater sealing reliability is of paramount importance because it protects operational efficiency and crucial sanitary conditions.
Dimensional Precision: Perfectly sized bearings improve the fit of the bearing housing, prevent bearing misalignment, and optimally distribute the expected operating loads on the bearing.
Ease of Maintenance: Housings designed to allow maintenance with little sacrifice of the protective elements greatly reduce downtime and allow periodical checks and replacement of parts when they should be.
Thermal Management: The heat expansion coefficients corresponding to the working conditions must be considered to avoid heat-induced misalignments and mechanical stresses.
Following the inclusion of these additional selection parameters, one can confidently say that selected housing can withstand even harsh processing conditions in the food industry and, at the same time, increase the service life of the machinery parts, which in turn increases the machinery’s efficiency.
What Role Do Bearings Play in Food and Beverage Manufacturing?

Enhancing Machinery Efficiency
I use information from the top three websites in Google to improve machine efficiency in food and beverage production. They stress the importance of precision engineering and engineering maintenance in enhancing operational performance.
Direct Responses in Brief and Engineered Parameters:
Factors of Correct Bearing Alignment: Based on my assessment, correct restraint and orientation of bearings help reduce stress and vibrations, which is essential in extending their usage and operational efficiency. Correct alignment is, therefore, helpful in achieving the required load sharing.
Access to the Appropriate Lubricant: It is a trusted industry fact that NSF H1-approved lubricants eliminate friction and prevent contamination. This guarantees effective machinery operation without overheating and minimizes production interruptions due to heat issues.
Material Compatibility: The selection of correct housing materials, such as stainless steel, which is resistant to corrosion, is very important in maintaining machines in a hygiene manner and increasing the lifetime of the components in contact with food and beverages.
Maintenance and Inspection: Accessibility for maintenance remains a key factor when designing any type of machinery. This allows constant checks and changes of worn-out parts, guaranteeing consistent machine performance with limited downtime.
Thermal Expansion Control: This may be achieved by carefully selecting the casing so thermal expansion does not cause alignment problems and the machinery is more consistent during operation.
Including these core parameters in the manufacturing process guarantees operational efficiency and reliability of machinery and thus meets the stringent requirements of the food and beverage industries.
Supporting Reliability in Food Processing
Drawing from my research and after analyzing the three best-ranked websites on Google, I have some brief insights concerning the methods aimed at ensuring reliability enhancement in food processing settings. Here are the compressed notes.
Answers and Technical Parameters:
Precise Alignment: By aligning these bearings properly, I eliminate the chances of applying too much stress or vibration. This is important because it determines the reliability of the operational machinery. Proper alignment of bearings guarantees appropriate distribution of loads through its structures, which ultimately increases the life span of the machine.
NSF H1 Lubrication: The application of NSF H1-certified lubricants enables me to reduce the level of friction and prevent any kind of contamination. This is to industry food safety policies. This assists in controlling operational temperatures and reduces shutdown periods caused by operational overheating.
Corrosion-Resistant Material Usage: Stainless steel is necessary as a housing material in cases where the elements are exposed to food materials because it eliminates the chances of food contamination and corrosion, which helps increase the lifespan of equipment in unfavorable environments.
Streamlined Maintenance Access: Infrastructure that provides features necessary for maintenance and repairs concerns me. This is a point where changes can help. Regular checks and part changes are facilitated by this prioritization so that the machine’s reliability remains constant and excessive operating reserves are not lost.
Adjustment for Thermal Expansion: I reduce the chances of thermal distortions by using appropriate housing, which means there will be no misalignments due to temperature changes, allowing the machine to function optimally at all times.
These technical parameters and approaches are supported by authoritative sources and are part and parcel of ensuring reliability in food processing operations. By implementing such strategies, I am able to maintain continuous, efficient operation and alignment of machinery within the strenuous environment typical for food and beverage production processes.
Importance of Deep Groove Ball Bearings
Referring to the data from the first three websites displayed in Google’s search results, I can ascertain that deep groove ball bearings are critical components in making machinery for the food and beverage industries efficient and reliable. Their importance can be summarized as follows:
Short Responses and Technical Parameters:
Load Capacity and Functionality: Deep groove ball bearings are versatile in bearing both radial and axial loads. Ideally, this flexibility can resist static and dynamic forces in the food processing equipment and systems.
Strength and Life Span: Made from tough materials such as stainless steel, these bearings are not only free from rust but also have a high degree of corrosion resistance. This property is fundamental to surviving the extreme washdown operations common in food environments without impacting effectiveness.
Reduced Resistance: Deep groove ball bearings are composed and shaped to consume less energy for operations and heat up less. This economy is a perfect fit for the industry’s energy–saving and temperature–controlled expectations.
Sealing and Shielding: Effective sealing options are critical in keeping contaminations and moisture at bay, a requirement for the hygiene and reliability of machinery as per NSF (National Sanitation Foundation) parameters.
According to major resources, bearings are crucial for consistent and effective workings within the industry owing to their structural design and material used. They allow machinery to meet the required performance standards while operating under sanitary conditions and hygienic practices in food processing establishments.
How SKF Food Line Bearings Deliver Performance and Safety?

Features of SKF Food Line Bearings
Following my investigation of the first three Google search results, which are websites, I can state that regarding construction and performance features, SKF Food Line Bearings are best suited for the most challenging conditions encountered in food processing. Their characteristics and corresponding technical parameters are as follows:
Hygiene: This feature of SKF bearings further limits the number of edge and recess areas where particles may accumulate, which is necessary for maintaining cleanliness by NSF rules. It is essential when there is a need to meet high food safety standards.
Corrosion Resistance: These bearings are manufactured with high-quality stainless steel and other corrosion-resistant materials. This not only increases the bearings’ service life but also makes them more appropriate in conditions subject to high washout frequency in the food industry.
Low Friction Operation: One of the features of SKF bearings is their ability to have low friction, save energy, and produce minimal heat. The need to operate energy-efficient plants without overheating components must justify this technical parameter.
Effective Sealing Options: These bearings, complete with seals, efficiently guard against the ingress of water and dirt. This advantage assists in the efficiency and health of the machinery and is in compliance with food-safe requirements.
Skf food line bearings can cater to the radial and axial load requirements. Their versatility is a technical parameter that allows their use in so many applications, dishing out reliable and stable performance in most applications.
Benefits of Relubrication-Free Bearings
From the review of the first three Google Indexed sites, I can state confidently the advantages of having relubrication-free bearings in my voice, in obedience to the relevant technical details and arguments as follows:
Decreased Maintenance Costs and Downtime: By using relubrication-free bearings, I am responsible for minimizing the frequency of maintenance actions. This lower frequency results in lower labor costs and reduced machine downtime, resulting in more stable production cycles.
Greater Safety and Hygiene of the Machineries: These bearings are filled with lubricant, making them maintainable and free for life. There is no leakage of lubricant and no risk of contamination of any sort. This feature greatly helps compile the relevant health and safety regulations within and outside the food processing industry.
Greater Efficiency and Performance: Almost no lubrication requirements automatically mean continuous low-friction operation, which enhances energy efficiency and reduces the operating temperature. This advantage is of the utmost importance, as it helps maintain the ideal performance conditions without unnecessary energy use or undue abrasive conditions.
Environmental and Operational Sustainability: Proper disposal of only one lubricating oil instead of unnecessary lubrication sustains environmental protection and operational sustainability. This strategy enhances ecological obligations and an industry’s competitiveness by eliminating lubricant disposal problems.
These engineering manners emphasize the importance of relubrication-free bearings in delivering high operational, safety, or environmental standards in stringent food processing operations, as advocated by various specialists in the domain.
Case Studies: Success in Food and Beverage Processing
Having thoroughly researched the first three websites appearing on Google, I can provide a summary response that depicts how successful SKF Food Line Bearings are in food and beverage processing environments. Government procurement of the bearings’ advanced engineering results in the realization of the following: It deserves the attention of professionals who want:
Extended Period of Use: The use of SKF Food Line Bearings increases the operational lifespan of machinery. Their strong construction and excellent resistance to corrosion factors enabled numerous such attempts, where machinery ownership lasted many years because of SKF’s technical propositions, which advantageously made themselves.
Increased Reliability and Efficiency: These bearings have significantly improved machine reliability and productivity in several food process applications. Effective sealing systems and operational low friction have played an important role in maintaining machine uptime and continuous product flow.
Complying with the hygiene standards: In all the case studies carried out, the companies were able to comply with the most demanding hygiene requirements thanks to the hygienic design and effective sealing solutions offered by SKF. The success of this effort further demonstrates the importance of bearings in preventing food safety hazards.
These case studies provide sufficient evidence demonstrating how SKF Food Line Bearings contribute to upholding technological efficiencies, regulatory compliance, and, therefore, competitive advantage in the food and beverage industry.
Frequently Asked Questions (FAQs)
Q: Why is using food-grade bearings safe in the food and beverage sector?
A: Bearings are designed with stainless steel and food-safe seals that are corrosion—and chemical-proof. Bearing manufacturers use food-grade grease in their bearings, so no maintenance is required in food grease applications like food processing.
Q: How does food-grade grease affect the performance and safety of bearings and operated lubricants?
A: Due to the particular properties of food-grade grease, it is expected that it is biologically safe and non-toxic and, therefore, suitable for incidental food contact. It is used as a lubricant for the bearings to minimize friction and cause damage and wear to the lubricant. This grease also assists in using bearings in harsh environments with extreme.
Q: What is the need for corrosion resistance in bearings in the food and beverage industry?
A: This is critical because bearings are subject to moisture, chemicals, and cleaning of their surfaces. Steel is impervious to corrosion, which means it will help the strength and life of bearings so that they function in a compatible and safe way.
Q: What role do engineers play in developing bearings for food applications?
A: In the food and beverage industry, engineers are tasked with specific safety and Drying design requirements for the bearings. There are cutoffs to create food-safe, corrosion-resistant bearings that can take up the high loads and extreme conditions in food processing.
Q: What is the difference between mounted ball bearings and spherical roller bearings in food applications?
A: Mounted ball bearings are used for applications with lighter loads where ease of installation and maintenance is essential. Spherical roller bearings in food processing have to be used under higher load conditions with misalignment, hence this application is more demanding than the mounted ball bearings.
Q: Why can distributors from the Americas be valuable when it comes to sourcing food-grade bearings?
A: Distributors in the Americas can offer a broader selection of food and beverage-bearing solutions, offer guidance and supervision, and help ensure that the local standards of safety and quality, among others, are complied with, thereby assisting businesses in smooth operations.
Q: Why is there a need for a food-safe belt while operating food processing machinery?
A: A food-safe belt is necessary because it helps to avoid contaminating the further processing and keeps the entire line visible as clean. It goes along with food-safe bearings in that it achieves a very satisfactory level of cleanliness and safety during production.
Q: What function do food-bearing units serve in reducing vibration in food processing machines?
A: Food-grade bearing units are designed to control excessive vibration through controlled design and higher-grade material. This reduces wear and tear, improves machine efficiency, and enhances product quality since smooth operation is achieved.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
