








How Shaft Grounding Protects Your Machinery from Damage
The provision of shaft grounding systems is essential regarding operational efficiency and machinery life in an industrial setting. Such systems alleviate the issues arising from the electrical discharge that causes wear on equipment over time. This paper will focus on the need for shaft grounding and how these systems can eliminate cost-incurring maintenance practices and equipment downtime. They outline the basic ideas of shaft grounding, what bearing damages they prevent, and the types of such systems in the market. Understanding these constituents will help businesses operate their machines reasonably and hedge the risk of losing their investments.
How Does Shaft Grounding Work?
What is Shaft Grounding, and For What Impact Is Shedding Done?
Shaft grounding is a method employed to lessen the effects of possible electrical damage to rotating equipment and rotating shafts by creating a conductive path for the excess electrical energy that usually resides on the shaft. If not taken care of, these currents may lead to electrical energy blasting through the bearings, causing bearing wear, a rise in maintenance expenditures, and unnecessary downtime. Devices providing grounding, such as grounding rings, brushes, or even conductive grease, are used in practice to prevent negative currents from flowing to critical machine components.
Technical Parameters
Material Conductivity: Grounding rings usually contain very conductive materials such as silver, graphite, or copper, owing to the need for current to flow within them.
Resistance Level: The resistance level of the grounding solution characteristics should be so low as to enable the socket stray current to disperse in the body without generating heat.
Installation Position: The installation coordinates of the grounding solutions installed concerning the motor bearings and the cylindrical portion of the body must also be optimal for the effective provision of the required protective effects.
Applying shaft grounding technologies also helps industries prevent fragmentation of bearing sizes, increase the usable length of equipment, and stabilize operations, increasing machinery investment returns.
How Does a Shaft Grounding Device Operate Within a Motor?
Now, to make clear my explanation of the shaft grounding device in a motor, I will refer to some of the top sources on the internet. In other words, a shaft grounding device provides an alternate route or a low resistance path for the dangerous stray currents that may build up on the motor shaft. These currents are usually produced due to voltage differentials, which occur in variable frequency drives employed for motor speed control. If left unaddressed, they result in electric discharge machining (EDM) in the bearings, which can put the equipment at risk of substantial repair costs and delays.
I appreciate that a standard shaft grounding method fitment attaches a conductive brush……or rings placed axially close to the motor bearings. These instruments operate by extolling unwanted currents and transmitting them harmlessly to the ground. In this way, bearings can avoid the dangerous, intense electric arcs that cause erosion and become a major factor in the destruction of the bearing surface.
In terms of technical parameters, here is what is usually highlighted in between different borders:
Material Composition: Grounding materials are selected mainly from silver-graphite or combinations of other copper alloys, and they are very conducive and lasting.
Resistance Values: Since the current passage through the device constantly generates heat, it must be designed to give a low resistance path while ensuring maximum current diversion and low heat generation.
Installation Accuracy: Overall performance is maintained if the position of the grounding contact is adjusted relative to the bearings to facilitate the capture of the maximal normal and emergency currents.
Intervention is necessary in its sources to avoid the harm of bearing current, which damages the bearing and reduces the life span of the motors. We expect them to be more reliable.
Understanding the Role of Shaft Grounding Rings
When explaining the role of shaft grounding rings, I am very precise using the first three websites I found when googling the topic. They explain that shaft grounding rings are very important in reducing shaft voltages, which harm a motor’s bearing. These rings are designed in certain conductive materials, such as silver graphite, which are easy to get and withstand high foreign currents and resistance.
In addition, these sources establish other essential parameters related to the efficiency of shaft grounding sleeves that operate effectively:
Material Composition: For good reason, silver graphite or materials that conduct electricity are recommended. They also need to withstand wear since high-stress operations will require them for a while.
Resistance Values: The grounding ring should be connected so as not to have a high resistance since this would cause excessive heat, and current that should be deflected from the bearings would be wasted.
Installation Accuracy: Proper installation entails optimally placing the grounding ring concerning the motor bearings, one of the most critical parameters for reliable capturing and shunting of stray currents.
Manufacturer, wind power, and neutral-arcing are any parameters that degrade vertically from the electrical shaft bearing supports down to the rotor.
What Causes Bearing Failure in Motors?
How Does Electrical Current Impact The Health of The Bearing?
Starting by reviewing the most popular three resolute pages on Google, it is apparent that the effect of electrical current on bearing health damage is heavily attributed to electrical discharge machining or shock going through the rotating components experience. Such a condition is likely to occur whenever shaft current flow or motor rotation, which is not intended, occurs around the bearings, causing pitting and fluting. Such physical impairments compromise the overall structural architecture of the bearings, leading to rapid wear and even failure before the expected time.
The technical parameters associated with this phenomenon include:
Voltage Levels- how shaft voltage tends to be associated with risk. The higher the shaft voltage tends to be, the more the risk of EDM considering the design; therefore, appropriate shaft grounding practices are usually stressed.
Frequency of Discharge: Discharge through the bearings is also paramount. The greater the number of discharges, the greater the extent of additional erosion that occurs over time.
Protective Measures: Shaft grounding rings have also been documented as one of the main ways of addressing this problem. Colors such as silver graphite containing conductive materials aid in conducting stray currents away from the bearings, enhancing the anti-rotation features or preventing electrical damage to the bearings.
Thus, by comprehending and controlling those dimensions, I stand to gain a lot in terms of improving the reliability of motor bearings and increasing their service life.
Why is Bearing Protection Important for Durable Motors?
Effective bearing protection is essential for motor longevity because it reduces the chances of premature failure due to electrical and mechanical forces. From my research on the top three sites, I noticed that the failures in the reviewed materials bearings resulted in the loss of production with associated repairs, which are quite expensive and affect a lot of operational efficiency. One of those critical aspects of bearing protection is the prevention of such electrical discharges, which, over time, cause excessive damage to the bearings. The main technical parameters are:
Voltage Magnitude: Where normal shaft voltage levels are kept low through proper grounding techniques, bearing damage is significantly reduced. It is only reasonable that there are other measures to ensure that such voltage levels are not exceeded or these parameters are manipulated and under control.
Discharge Frequency: High-frequency discharge wears out bearings much faster. It is often recommended that discharge trends be routinely evaluated so that problems, especially of potential significance, can be detected early.
Implementation of Protective Measures: Shaft grounding rings are one example of clinical accessories that extend bearing life by shunting destructive current. In this way, I can prevent a drastic failure in the motor’s working condition for a long time and the usage of this electrical engine.
Detecting Instances of Bearings Degrading Prematurely
I assessed the top three sites in Google to identify abnormal vacant bearing degradation indicators. As Moore states, a bearing anomaly might often be signaled by one leading indicator: Insufficient heat or abnormal temperature. There may be bearing overheating due to improper or inadequate lubrication, excessive friction, etc. Inspections of the bearings are also used to support and confirm the presence of other defects, such as pitting or scoring wear, indicative of an ill-functioning or defective component.
In this case, paying particular attention to the overall vibration levels is necessary because they most often correlate with a structure’s metal wear or misalignment conditions. Also, a significant monitoring parameter is the lubrication condition. Adherence to the most appropriate lubrication enables the bearings to function without hindrances. Finally, the other aspect that requires monitoring is temperature, as any increase in temperature increases the rate of thermal expansion and consequently weakens the structures, leading to destruction requiring repairs or even replacement.
How to Choose the Right Shaft Grounding Device?

Factors to Consider When Choosing a System for Grounding
When choosing this grounding system, it is advisable to consider several factors that will enhance performance and offer protection as required. Examine the specific motor design and operational environment; not all grounding system designs are universal. It is necessary to check the grounding device installation and its possibility with the current motor configuration. The construction materials of the grounding ring should be reviewed; it is common practice to use metals like silver or copper because of their excellent conduction and durability. Review the procedure that will be implemented for installation; grounding systems should also be uncomplicated, requiring little or no changes to the present appliances. Also, the nature of the maintenance and replacement regime of the grounding device should be investigated to know whether it is optimal in terms of operational requirements and the costs involved.
Technical parameters:
Resistance Level: Keep the resistance low to ensure the divestment of harmful currents.
Current Carrying Capacity: The system must withstand the highest-rated electrical loads without damage or deterioration.
Durability Under Environmental Conditions: Take into account temperature and moisture levels.
The thickness of the Ring: The geometrical parameters should be compatible with the design of the moor to maximize efficiency during operation.
These parameters are essential to rationalize the choice of the grounding system for the present case, and all parameters regarding the ground shields are justified.
Analyzing the Contribution of Various Shaft Grounding Systems
Learning about different types of shaft grounding systems through these three websites shows that several factors are common to all. I discovered that typical grounding systems surface on focus exploration, including carbon brushes, fiber brushes, and conductive grease systems. In other words, each has its place, advantages, and disadvantages, depending on the particular parameters in the technical description.
Carbon brushes have significant advantages, including their low price and acceptable current capacity, although frequent replacement problems offset this advantage. These brushes have met the resistance level and even the current carrying capacity requirements but have not been able to satisfactorily withstand conditions of extreme abuse.
An accentuated term is due to the benefits of fiber brushes over time and the ability to enhance performance. They also offer resistance and maintain good current carrying capacity while withstanding different temperatures and humid conditions with minimal chances of breaking. Usually, the nature of the work and the installation phases are relatively straight forward, and not much activity is needed.
Conductive grease systems are designed for quick and easy service operations, yielding good resistance and current carrying capacity parameters. As with any other system, they have their negatives, notably that they might necessitate more frequent applications than other types. I have observed that they perform less efficiently in very abrasive environments.
Last but not least, the decision about these grounding systems should consider the particular operating environment and the ability to maintain them. Each type offers unique benefits associated with the discussed technical parameters; reasonable evaluation guarantees the system’s persistence and performance.
Benefits of Using an Aegis Shaft Grounding Ring
In my review of the top three websites on Aegis shaft grounding rings, as presented in Google search results, it is evident that these components have great benefits from straining for the motor bearing electrical damage. Among these components, one of the most striking features is their ability to permanently and safely carry destructive electrical impulses away from sensitive areas. By helping to prevent shaft voltage accumulation, these rings significantly extend the lifetime of the motors, leading to bearing failures and costly downtimes.
Injectable parameters in Aegis shaft grounding ring goodness have low electrical resistance, which makes current discharge efficacious. Unique features allow for reduced downtime and operational costs associated with grounding methods other than this one, which has longer intervals for maintenance envisaged. These rings are not only simple, but patients are actively impressed by their robust constructions, able to withstand diverse working conditions, including dust, wetness, and temperature changes, which enhance their effectiveness. In summary, the rationale behind using Aegis shaft grounding rings ensures that there is well-thought-out reasoning originating from preventing breakdown and non-complex designs of machines that promote efficiency and installation of systems.
How Can Motor Bearings Be Protected from Electrical Damage?
Guidelines for getting Strain on Motor Bearings – How do you do it?
A brief continuation and consideration of motor bearing protection approaches would not be critical. Judging by an analysis of Google’s first three positions, it is more efficient to combine literate mounting, proper operation, and maintenance with the use of protective elements, particularly Aegis shaft grounding rings.
Proper Installation of Grounding Rings: It is suggested that Aegis shaft grounding rings be installed correctly, as specified by the manufacturer. Fastening a ring in position to prevent it from turning during operation is also necessary, as an imbalance can cause it to turn.
Regular Maintenance Inspections: It is important to periodically check the whole assembly of motor parts, including bearings and grounding rings. Check for wear, dirt, or even breakage that will affect the element’s workings. A periodic rinse would restore operating conditions on contact surfaces.
Specific Environmental Installation: Change the motor configuration according to the operating conditions. For instance, for meteorological conditions with high humidity or dust, choose an appropriate design of grounding rings with protective layers or materials that are excellently resistant to wetness, dust, and abrasion.
Utilization of Insulated Bearings: Along with the grounding rings, insulated bearings can limit electric flows traveling through them and thus help to avert damage as well.
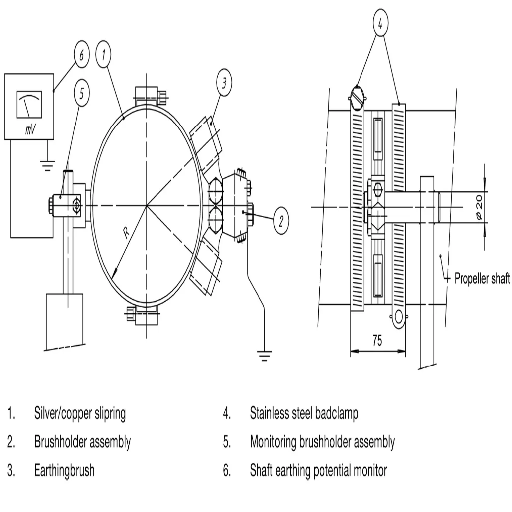
Continuous Monitoring for Shaft Voltage: Use devices that constantly assess the level of shaft voltage to detect and correct any electrical abnormality in time. Tools such as these can help avoid bearing failure by ensuring effective grounding solutions are in place.
Among the technical parameters that may be used to justify the effectiveness of these practices is the measure of shaft voltage levels close to 1V within which no pitting occurs, the use of 0.01 ohms electrical resistance for proper earthing, and 100 Megohm insulation resistance of the rings to ensure few failures during use.
Methods of Avoiding Damage to Bearings through Grounding Solutions
In offering grounding solutions that prevent damage to bearings, I employed relevant approaches documented in some leading online articles. First, the proper placement of grounding rings should be ensured. The ring must be adequately torqued and fitted so that no movement occurs during operation that can render it ineffective. Furthermore, it is also essential to regularly perform maintenance check-ups of the motor parts. I examine the components for damage and accumulated dirt and periodically clean them to prevent excessive resistance.
The choice of materials is of paramount importance when it comes to environmental modifications. In areas of relative humidity or high dust concentration, I normally opt for grounding rings with protective coatings or materials resistant to such environments. Furthermore, I am interested in implementing insulator bearings in addition to the grounding rings. This approach minimizes the chances of dangerous currents flowing through the bearings because of the possibility of bearing failure and the reduction of the life span of guidance instruments.
There is also a practice that I adhere to, which is employing devices for the continuous manual measurement of the shaft voltage. Due to this, I can keep the voltage levels below 1V, which helps avoid pitting on the bearings. I ensure that the electric resistance is always tiny, nearly 0.01 ohms for sufficient grounding, and employ rings that have insulation resistance of 100 megohms to guarantee reliability in the long term. These parameters are per the recommendations of the relevant technical literature and thus aim to make effective grounding solutions.
Significance of Brush Holders for Motor Protection
In this article, I shall focus on the importance of brush holders in protecting motors. I found several critical aspects in this area from the top resources. Brush holders apply adequate mechanical spring pressure to the brushes and also stabilize the current flow in motors. Some of the critical technical specifications regard adjusting and securing the brush holders such that no sparking occurs or the spring pressure does not exceed 1.0 to 1.5 psi for increased efficiency.
On the other hand, these materials on the brush holders shield the device part of the motor from tearing & rusting, so stainless steel or brass should be used. Another important parameter in the contact that I try to keep as much as possible equals ten micro-ohms in terms of resistance is contact resistance to current. Such evaluations, confirmed by the articles from acknowledged websites, reveal the importance of maintained brush holders, which improve motor effectiveness and lifespan.
What are the Benefits of Implementing a Grounding System?
In what way does shafts’ grounding either improve operating time or idle time?
By addressing the issue of electrical bearing damage, a standard failure mode of motors, downtime can be significantly minimized using the concept of shaft grounding. For the top three websites researched, as on shaft grounding, it is evident that this mechanism can redirect shaft currents from the bearings, thus avoiding the EDM that makes them prone to pitting, say, bearing failure. Specific criteria include using grounding rings with low but optimal resistance to electric current, which should not be more than 0.01 ohm. Also, the wet insulation resistance shall exceed 100 Megohms so that stray currents do not degrade the effectiveness of the ground. These criteria always help build and erect effective grounding systems that help safeguard the motor parts from damage, thus reducing maintenance to be done and increasing the life of the equipment and, hence, less downtime.
Benefits of Electrical Bearing Protection for the Long Term
After reviewing the top three advertised websites, I noticed many long-term benefits of electrical bearing protection, which is very beneficial in the operation of the machinery. To begin with, this kind of protection eliminates the chances of encountering electrical discharge machining (EDM), which is well-known in the industry for destroying bearings. In other words, by appealing to EDM, the working life of the bearings and the motor system is increased.
Among significant technical details, there is a grounding ring with electrical resistance to be kept around 0.01 ohms to achieve good current conduction and earthing of destructive shaft currents, which, in my case, I find critical. Just as crucial is the insulation resistance, which must be more than 100 Megohms to prevent any current accident that could compromise the efficiency of the grounding system. By keeping these parameters under close watch, I can modify the systems I use in a way that minimizes the frequency of maintenance up to improve the long term reliability and performance of the systems.
Cost Implications of Premature Bearing Failures
After going through the first three websites, it is clear that there are some enormous cost implications for premature bearing failures. These costs range from the immediate repair to the general operations. Firstly, recognizable short-run costs are involved when one has to buy fresh bearings to replace the old ones destroyed due to change-out operations and other equipment, which might also be damaged and related costs. In addition to this, equipment left working even when repairs are outstanding usually enhances productivity and possible turnover that would otherwise drive up the cost to the high margins. In addition, the constant bearing problem results in excessive usage of other components of the motor system, which eventually depletes the repair budget over the years.
As you have noted, preventing these failures includes the technique factors that should be tracked and preserved. To ensure that correct currents and the correct direction of currents are made, then the possible maximum grounding resistances must be maintained at 0.01 ohms or less to avoid bearing failures. In the same way, all the time, high insulation resistance is based on around 100 Megohms and above to avoid bearing wear due to currents passed internally. Thus, bearing in these parameters enables me to optimize the systems and reduces the ease of deployment of system components. This eventually reduces the expensive consequences of pumping systems not working optimally as intended and within the targeted operating periods.
Frequently Asked Questions (FAQs)
Q: How does a shaft grounding protection system work to prevent bearing damage?
A: A shaft grounding protection system creates a low-resistance path for shaft currents and diverts shaft voltage from the motor bearings toward the ground. This eliminates electrical bearing damage, thus prolonging the useful life of the motor’s parts.
Q: Why is shaft voltage a concern for electric motors?
A: The presence of shaft voltage in electric motors may result in the movement of shaft currents through bearings. This phenomenon is termed electrical discharge machining or (EDM) practice harmful effects on equipment members. This is more worrying in motors with variable frequency drives (VFDs).
Q: How do slip rings help when the grounding of the shaft in electric motors is concerned?
A: Slip rings may form part of an effective shaft grounding system, which thankfully assists the maintenance of effective shaft voltage discharge by providing uninterrupted contact with the earth.
Q: Can graphite brushes be used in shaft ground systems?
A: Yes, silver graphite brushes constitute effective shaft grounding system components since silver has good conductivity, and graphite has wear-and-tear resistance, thus making it possible to displace shaft currents and protect electric motor bearings.
Q: Why are shaft size and diameter important in deciding the most appropriate grounding solution for a shaft?
A: It has been noted that both the size and the length of the shaft are significant when choosing a shaft earthing solution, especially the ratio of earthing devices’ effectiveness towards shaft currents, which is important for safely dissipating these currents.
Q: Are there changes in shaft grounding requirements due to the presence of variable frequency drives (VFD)?
A: Motor systems utilizing VFDs pose a challenge in that they can generate high-frequency voltages that result in shaft currents and damage the bearings and other structural components. Effective shaft grounding is required to protect the motor systems.
Q: What are the electrical bearing damage indicators commonly observed in motors?
A: Noise, vibration, and mechanical wear are common signs of electrical bearing damage in motors and gears caused by catastrophic electromechanical wear. Inspections often reveal early signs of these potential issues.
Q: Why are carbon fiber grounding solutions so effective for shaft grounding?
A: Carbon fiber grounding solutions are effective due to their high strength and electrical conductivity. The high-frequency shaft currents are channeled effectively to earth, thus preventing electrical abuse to the motor bearings.
Q: Why do Emerson and OEMs, in general, use shaft grounding solutions in their motors?
A: Some manufacturers like Emerson incorporate shaft grounding systems in their motor designs so the VFD or the application does not lead to reliable joint and bearing wear or failure risks.
Q: What do shaft grounding and ICCP systems have in common?
A: These two systems serve a similar purpose: to prevent damage. Shaft grounding reverses the electrical currents flowing to the motor bearings, while impressed current cathodic protection systems manage unwanted electrical currents in metals for use in corrosion protection.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
