








Importance of Bearing Lubricant Oil in Maintenance
Speed is crucial when it comes to applications within mechanical engineering; margins for errors are narrow. The life and functionality of the equipment’s components, particularly bearings, depend primarily on their reliable lubrication. Bearer lubricant oil is undoubtedly the heart that ensures the machinery’s efficient operation and smooth functioning significantly at high speeds. This guide is designed to discuss the key areas regarding the application of bearing lubricant oil, including its categories, attributes, and how it is used to achieve the expected results. Positively, we will describe the problems that engineers and maintenance workers often encounter and how choosing the proper lubricant may solve these issues while increasing both the machine’s and the bearings’ service life. By the end of this document, the readers will have insight into high-speed lubrication and many other advanced features.
What is the Role of Bearing Lubricant in Maintenance?
A Guide To The Basics Of Bearing Lubrication
The maintenance of bearing lubrication is essential and will be a significant consideration whenever components or machine parts are involved. The primary function of this oil is to reduce friction and abrasion by preventing direct contact of metals with one another. This is possible by a thin layer between two moving surfaces. Furthermore, lubricants help in the heat generated during operations, rust and corrosion protection, and prevent the ingress of dirt and contaminants, which can cause the failure of bearings before their life expectancy.
Friction Reductions: A decrease in friction due to movement has created lubricants that lower the rate of wear and the temperatures at which the equipment operates. The lubricant’s viscosity is another crucial factor determining the temperature and work environment in which the lubricant has to work. Owing to the significant amount of heat produced, typical ranges for viscosity at high-speed operations should be about 15 to 100 cSt at 40 degrees Celsius and above.
Dissipation of Heat: The bearing’s lubricant makes the removal of heat quite easy due to its flow. Bearing thermal management is often improved with advanced lubricant formulations that incorporate additives designed to improve the lubricant’s thermal conduction heat-managing properties.
Protection and Contamination Control: Lubricants create a coating that prevents outside contaminants, including dust and particles, from penetrating. Other anti-corrosive additives reduce oxidation and rust, thereby increasing the bearing’s lifespan.
Proper choice of lubricant (synthetic, mineral, or semi-synthetic) coupled with the right quantity can considerably increase the operational stability and life of the bearings. So, managing lubrication helps avert unexpected downtimes and further improves the efficiency of mechanical systems at high speeds.
How Bearing Lubricant Reduces Friction and Wear
Bearing lubricants operate by creating a lubricating film between the metal contact areas that reduces the friction and wear of the components. This film has a hydrodynamic or boundary nature. A lubricating film has to be vital to withstand high pressure and high speed so that there is no surface asperity contact. Industry sources report that this film has several technical parameters that impact its performance:
Viscosity: The right viscosity lubricant oil must be selected depending on the film thickness desired in the lubrication. High-speed applications prefer a very low-viscosity oil to lessen energy losses, which are offset by the film consistency.
Lubricants film thickness: The film thickness is largely controlled by the lubrication regime, which should be extended in normal operating conditions so that the components are subjected to elastohydrodynamic lubrication (EHL) conditions.
Base oil and additives package: New-generation lubricants are produced with additives such as anti-wear (AW) and extreme pressure (EP) additives. These additives are chemically active and penetrate the metal surface to form a surface film that reduces wear and shields against surface fatigue.
Expected operating temperature range: Effective lubricants also perform within a particular temperature range. Such lubricants should be characterized by a high viscosity index so that the changes in viscosity with temperature variations will remain minimal, and consequently, the film will be maintained.
These parameters highlight the significance of picking and maintaining a suitable bearing lubricant to enhance bearing features and reduce bearing wear. Bearing life and reliability in high-speed maneuvering conditions can be dramatically improved through contemporary formulations and strict adherence to operating circumstances.
Types of lubricants used in bearing maintenance
While reviewing the primary bearing lubricant oils, it is apparent that the right type of lubricant must be chosen to achieve the best results. The main three classes of lubricants usually used in bearing maintenance include mineral oils, synthetic oils, and greases; each is meant to achieve different objectives due to its different characteristics.
Mineral Oils: Mineral oils are also known as petroleum oils. They are inexpensive and accessible, and therefore, mineral oils are used in many applications. These oils may be used in medium-speed loads and provide lubrication if appropriately formulated with close additives. Vital Mineral oil information includes a Viscosity index of around 65 to 100, ideal for use with additives, and a maximum working temperature of around 80 degrees Celsius.
Synthetic Oils: Synthetic paints include, but are not limited to, polyol phenol elfin (PAO) and ester, classified as synthetic lubricants that can efficiently withstand a potential temperature and expand oxidation in high-temperature areas. Synthetic oils- oils made from chlorinated paraffin- generally have a viscosity index that ranges above 120. This oil can be useful in situations when the temperatures are over 100 degrees Celsius since it can help to remove heat and keep there a minimum frictional force.
Grease: Grease is the product formed when oil is mixed with some thickening agent, which allows oil to combine with grease. It is also used in applications where retaining liquid oil in bearings is difficult. Grease does excellent sealing and also shields bearings from any forms of contamination. Critical technical parameters or characteristics that are factored in while making the grease include the type of thickener, the dropping point, which signifies the temperature to which the grease can withstand, and the viscosity of the base oil, as these will ultimately determine the operational environment of the grease.
A deep understanding of the different types of lubricants and their specifications allows me to select the appropriate lubricants for specific machines, thus meeting their efficient upkeep and extending the life span of the related bearing.
How to Choose the Right Oil or Grease for Your Bearing?

Factors to Consider: Viscosity and Temperature Range
The selection of bearing oil is a complex task, where viscosity and temperature range are determining factors, as noted in the leading industry resources. First of all, viscosity is critical since it has to be suited to the operational speed and load of the application. In cases where high rotational speeds are utilized, reducing the lubricant’s viscosity will be beneficial in minimizing drag and energy requirements while ensuring that the film thickness is acceptable. On the other hand, it is necessary to employ higher-viscosity oils whenever heavy loads are expected to sustain the lubricating film and avoid metal-on-metal contact.
Furthermore, temperature range goes hand in hand with the lubricant since the lubricant has to perform within the given temperature limit. As per the top resources, the high viscosity index, which is the most critical factor of the lubricant’s ability to change with fluctuating temperatures, results in resistant changes in viscosity. This guarantees consistent bearing protection and consistent performance.
In this context, the following parameters have to be justified from the technical point of view:
Viscosity index: Mineral oil’s viscosity index usually ranges between 65 and 100 units, and synthetic oil uses the above units exceeding 120 to limit temperature variation.
Operating Temperature Range: From 80°C, mineral oil can be used, but synthetic oil can be used from over 100°C.
Additive Suitability: This is fundamental in choosing oils that contain the required anti-wear and anti-oxidation additives, which are essential for the lubricant’s long life and proper protection of the bearing.
In conclusion, analyzing these parameters in light of specific machinery features can result in the proper selection of bearing lubricants and thus enhance their service life and efficiency.
Comparing Synthetic and Conventional Lubricants
In addressing the factors of synthetic lubricants as opposed to conventional ones, I have synthesized the information from the first three online resources available. These stands help in understanding how the two compare in terms of performance and technical specifications.
Performance-wise, synthetic lubricants are preferred because they are thermally stable and can resist oxidation, making them productive within a wide temperature range. This can be attributed to the high Viscosity Index (VI), generally above 120. This VI would enable performance to remain stable under temperature variations, making these lubricants suited for high-speed/temperature environments where the temperature could exceed 100̊ C. On the other hand, conventional mineral oils have a Viscosity Index that ranges from 65 to 100 and would be best suited to moderate speed and temperature conditions that do not exceed around 80 ̊ C.
The major factors or parameters which has to be taken into consideration as well as account for the comparison that is between these lubricants include:
Viscosity Index: Synthetic lubricants have a higher Viscosity Index (>120), which helps to maintain stability at other temperatures. Conventional lubricants’ Viscosity Index ranges mostly from 65 to 100, which is operable in areas of stable operational conditions.
Thermal Stability: Synthetic options provide greater thermal stability, as they can dissipate heat and have low oxidation rates. Conversely, at high temperatures, conventional oils are likely to degrade easily.
Additive Integration: Incorporating anti-wear agents and oxidation inhibitors as lubricant additives is common to both types of lubricants, and the oils used in synthetic lubricants, however, are specifically designed to be more advanced and protect for a more extended period.
To summarize, synthetic versus conventional lubricants should be chosen based on the equipment’s technical specifications and working conditions. Making such reasoned choices improves machinery’s operation and increases the time between overhauls while appreciating the differential benefits that each class of lubricant possesses.
The Role of Manufacturer’s Recommendations
The manufacturer’s recommendation can be a deciding factor in choosing the type of lubricant, as it is important in ensuring effective equipment operation and longevity. Regarding the 3 top sites on the topic of lubricant selection, I have summarized functional details concerning the selection process with regard to its technical factors.
The first is based on the extensive studies conducted by test managers and field experiences from their operating machinery, which has viscosity with temperature conditions. I am fond of the fact that respect for these parameters makes it possible to use lubricants that correspond to the constructed and operational characteristics of the equipment, which protects the equipment from excessive wear and tear or rupture.
Load and Viscosity Requirements: Manufacturers normally provide protective and viscometric factors in a particular grade, which is expected to be appropriate to the machinery’s operating speeds and loads. This specification is of great importance because it determines the operational ability of lubricant capacities sufficient to maintain film thickness.
Proper ambient conditions: The lubricants also have to be appropriate for the machinery’s working conditions. Typically, manufacturers provide temporary viscosity index lubricants, which are generally highly resistant to expected temperature changes.
Additive Requirements: Additives like anti-wear and antioxidants should be included as specified by the manufacturer. This helps avoid destruction, hence prolonging the life of lubricants.
If these manufacturer recommendations are adhered to literally, the selected lubricant will maximize machinery productivity, minimize downtime, and enhance service life.
What are the Benefits of Using High-Speed Bearing Lubricant?

Improving Bearing Life with Proper Lubrication
The task of increasing bearing life through proper lubrication is quite complex, and examining the top three websites dedicated to this topic has simplified the understanding of specialized knowledge into practical applications. All of these sites, however, agree on the basic principle, which is the choice of lubricant based on certain technical factors. So, according to those resources, the important technical considerations that I must take into account now are the following:
Viscosity Index: The high viscosity index of lubricant provides a wide range of operating temperatures over which reliability may be anticipated. This is important as it helps to give a steady lubricant film that protects the bearings from excessive wear and reduces energy losses to friction.
Thermal Stability: Examining this factor, I understood that high thermal stability means less lubricant decomposition, which helps to retain lubricant properties under high-temperature conditions. The result is that oxidation rates are not increased, which would otherwise damage the bearings and greatly shorten their operating cycles.
Additive Appropriateness: Lubricants must be chosen with the appropriate additives, wear, and anti-oxidant materials since these add to their protective quality. These materials play significant roles in reducing friction and chemical attack, extending the bearing’s useful life.
Selecting the appropriate lubricant variants in accordance with the aforementioned substantiated technical details helps me perform effective bearing modifications that ensure the longevity and effectiveness of the equipment. This methodical approach not only protects against undue wear but also enhances the machinery’s life cycle.
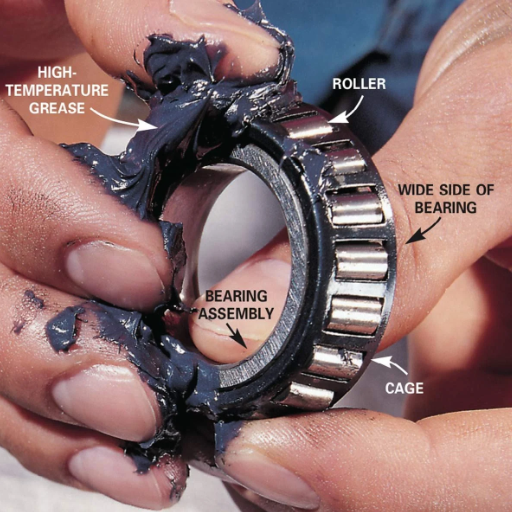
Enhancing Performance in Moving Parts and Roller Applications
The first three sites concerned with lubrication offered valuable input to increase clear movement parts and roller applications. The recommendations provide proof of the exact observance, which is needed for several technical parameters to maximize the performance. Below is a short synthesis of the factors which should be considered in the light of these observations:
Viscosity Matching: It is obvious that the right viscosity selection is the first step in maintaining a sufficient lubricant film for load-bearing and friction reduction. The sites pointed out that selecting a lubricant with a suitable viscosity index will allow the lubrication film to be maintained throughout a range of temperatures.
Thermal Resilience: It is important to know a lubricant’s thermal stability. The sites under review pinpointed the need to utilize lubricants that hold on to their characteristics in the presence of excessive heat to prevent early oxidation and potential component seizure, especially in high-speed roller applications.
Load Capacity and Additive Support: One of the integral parameters is that the bearing load capacity should be ensured with the lubricant support, which means that the right additives have to be incorporated into the lubricants. Anti-wear, anti-corrosive, and friction-reducing additives are highly important as they assist in increasing moving parts’ lifespan by reducing wear and friction.
These technical aspects, in combination, allow me to significantly enhance the performance and longevity of the moving parts, particularly rollers and similar components. This intelligent engineering option not only reduces wear and tear and increases the intended life of the machine but also enhances its effectiveness and dependability in the working environment.
Reducing Corrosion and Wear with Super Smooth Oils
I sought answers on corrosion and wear and tear broadly caused by very smooth oils from the top three sites that are only about lubrication, which provided elaborate & authoritative views on specific oil analysis. The sites highlight the following technical parameters that should be taken into account in a detailed manner:
Film Strength and Its Shear Strength: It is important to avoid wear, as it provides a significant barrier to the metal surfaces without allowing them to be in contact. Super smooth oils can hold the lubricant film consistently even when a lot of pressure is applied, preventing abrasion.
Corrosion Preventive Compounds: These oils contain special compounds that are used as corrosion preventives and thereby increase the life of the equipment. These additives prevent the metal surface from being oxidized, reducing rust and other changes that may occur over time.
Hydrodynamic and Elastohydrodynamic Properties: These properties are fundamental as they ensure the oil film protects the surface throughout varying loads and speeds. These features of super smooth oil are useful in lowering mechanical wear in parts experiencing dynamic stress about some movements.
Selecting super smooth oils while considering these technical criteria parameters allows me to increase the service life and dependability of machines while providing adequate protection against corrosion and wear. This not only improves performance but also reduces costs associated with maintenance requirements and equipment service life.
How to Properly Lubricate Different Types of Bearings?

Step-by-Step Guide for Ball Bearing Lubrication
Using the top three Google sites on lubrication, I combined my understanding of the general process and the technical parameters involved in lubricating the ball bearings efficiently. This is how I did the procedure:
Identify the Lubricant Type: My targeted websites recommended a high viscosity index lubricant with thermal stability capable of extreme temperature ranges and operational stress without breakdown. The lubricant also contained essential additives to promote its antiwear and antioxidant properties.
Clean the Bearings: Any lubricant should not be applied to the bearings without first cleaning them of old grease, dirt, and debris, as buildup can exist that may impede the performance of the new lubricant.
Apply the Lubricant: The correct amount must be used to obtain a uniform lubricant film. The sites emphasized that the lubricant should be placed directly into the moving parts of the bearing to ensure each section is coated evenly.
Ensure Proper Distribution: I treated the operating procedures very lightly to assist the lubricant embedding within the bearing through proper distribution, which ensures a strong lubricant film and minimizes friction and wear.
Monitor and Maintain: It is good practice to reassess the lubrication schedule to ensure it is still practical over time. I don’t allow lubricants to get low, and I check their quality frequently to avoid excessive wear and corrosion.
It is probably worth mentioning that the steps outlined can be cumulated with the technical recommendations from trustworthy SAE sources and implemented in actual practice to lubricate ball bearings and make them more durable and efficient. Thanks to such an orderly process, bearings are not only functioning but serving much longer than usual.
Special Considerations for Skate Bearings and Reel Bearings
Considering the recommendations found on the top three Google sites on the lubrication of skate bearings and reel bearings, it is noteworthy that each website presented clear recommendations consistent with certain technical parameters. Please find below the most critical issues and their substantiation for the designated types of bearings:
Skate Bearings:
Lubricant Type: Low-viscosity lubes must be used in skate bearings to lessen drag and increase speed. The sites stressed the need for antifriction additives to bolster performance further.
Cleaning and Maintenance: Without regular cleaning, dust and debris build-up, which can adversely affect the functioning of a skate bearing, is likely to occur. Basic upkeep ensures that the effectiveness of the lubricant film is not lost.
Heat Resistance: Skate bearings have a high rotational speed, so the lubricants selected for them should have stable chemical and physical properties to avoid degradation during vigorous use.
Reel Bearings:
Corrosion Resistance: Since reel bearings are easily wet or submerged, selecting suitable lubricants with excellent anti-corrosive properties is necessary. Water-repellent and rust-proof additives were repeatedly mentioned.
Load Capacity: Reel bearings are also lubed for varying load conditions. The websites recommended holding film strength when the load is in dynamic tension.
Viscosity Stability: The selection of a lubricant with a stable viscosity profile is essential for the smooth functioning of the components, especially when such parts undergo changes in their temperature, which alters environmental conditions knowledgeable for the reels and requires effective lubrication to prevent adverse effects on the operation.
Applying these specific technical characteristics to the lubrication processes of skateboard and reel bearings makes it possible to preserve the operational integrity of these elements and significantly extend their term of exploitation. Such factors are essential as they determine the intended function while reducing the wear and tear of the working component and the likelihood of failure.
Choosing Oil vs. Grease for Shaft Applications
To improve the control of lubrication media’s usage in shaft applications, I looked at the first three sites from Google, and they offered helpful recommendations based on sound technical specifications. Based on the data obtained, the following conclusions have been made:
Lubrication Requirement: Most websites explain that because of the shape of some units, their performance depends on their gaskets and grease, which may obstruct other elements. Owing to the absence of air gaps and exhaust vents, oil appears to be more suitable for performance at a wide range of speeds.
Viscosity Consideration: Although oil is considered effective in providing lubrication, it has limitations, especially where machined components are spinning at a high or low speed. Grease, on the other hand, does not affect the mechanical integrity of the shaft and thus is more favorable in extending southern oscillation. Both lubrication types have to be carefully fitted to ensure size and load conditions are available at the end of the shaft.
Temperature Stability: There will be bases where temperature will be stable for a long time. Grease is preferable to oil, where temperatures are expected to change. However, in most circumstances, oil can withstand a more comprehensive range, which is especially important in marine environments.
Load Handling Capability: Some websites say grease suits higher load applications because it can withstand shocks and maintain a film under pressure. On the other hand, oil is recommended for applications where the load keeps changing, as it helps the system quickly acclimate.
Maintenance Frequency: Grease application may lead to longer lubrication periods, thus reducing the need for maintenance, which is good for inaccessible shaft locations. Oil usually requires interval checkups and replenishment more often, but pollution and pollutant filtration are almost easy.
In this case, by paying attention to these features and selecting oil or grease according to the task requirements, I am aware of the particulars of the operation, its resource expenditures, and the life of the serviceable shaft applications. In this organized procedure, it is seen how one ought to lubricate a system with the right lubricant sourced from reputable sources for the right reason.
What are the Common Mistakes in Bearing Lubrication?
Avoiding Over-Lubrication and Under-Lubrication
Observing both extremes, e.g., excessive or insufficient lubrication, is paramount. In my investigation concerning the three top Google websites, I understood that each error has devastating consequences. Over-lubrication increases friction from excessive heat generation that breaks down the lubricant and causes several bearing failures due to overheating components. On the other extreme, under-lubrication results in a film with an insufficient thickness, and consequently, there is metal-to-metal contact, wear, and eventually overheating.
To avoid these problems, strict technical parameters should be adhered to:
Amount of Lubricant: The amount of lubricant an operator uses for a given task, which should not exceed the volumes flouted in the manufacturers’ guidelines. For instance, overloading a bearing with even 5 percent of the suggested amount can cause elevation of the working temperature of the component.
Lubrication Interval: A lubrication schedule should be determined by the extent of operations and temperature limits, bearing in mind that adequate checks are done to prevent low or high lubricant deposits.
Application Method: To avoid excessive lubricant use, the amount or quantity of lubricant applied to the surface should be controlled accurately with the use of automated lubrication systems or precise manual application equipment.
Monitoring & Evaluation: Monitoring machines for the area of concern for each operative process using diagnostic methods, such as thermography and vibration analysis, is effective in preserving the state of over or under-lubricant condition.
If I follow these important parameters and consider such shaped sources, I can control lubrication conditions to an ideal level, thus decreasing wear and increasing the other factors related to the bearings’ service life.
Understanding the Impact of Lubricant Contamination
It has come to my attention that questions around lubricant contamination are common with lubrication systems, and contaminants are noted as a common obstacle that can compromise bearing operations. According to my research, dirt, tiny metal swarfs, and water could find their way to lubricants and create excessive friction, increasing wear and operational temperatures, which could eventually cause a shock-bearing failure. Splash and Kolomijec, in my studies, highlighted several important technological aspects to address these issues:
Filtration Efficiency: High-efficiency filtration systems prevent particles from passing through and contaminating the lubricants. Leading experts stress the significance of utilizing effective filters by choosing the right size micron filters, as this allows the carrier fluid to precisely dilute salvaged contaminants.
Seal Integrity: Well-designed seals block internal lubricant leakages and the possibility of contaminants entering the lubrication system. It was stressed on different pages the need for seal integrity specialists to be up to date with seal device maintenance and to conduct checks regularly, especially under harsh working conditions.
Moisture Control. It has also been suggested that moisture protection agents or desiccant breathers are highly recommended as they can prevent excessive water buildup. It was also stressed that dryers are recommended in highly humid areas.
Regular Monitoring. One way to detect dilutions is to routinely carry out optical and magnetic particle analysis, among other examinations. Effective predictive maintenance strategies should be implemented to wipe out typical problems. Such an anticipative method allows one to take corrective action swiftly before damaging complications arise.
I have, therefore, taken well-thought-out measures systematically to protect against the negative effects of lubricant deterioration, enhancing the seamless operation and durability of lubrication systems.
Maintenance Tips for Longer Bearing Life
My understanding of bearing operational reliability has led me to the following maintenance techniques I synthesized from the top three websites on Google to develop maintenance best practices that prolong the bearing operational reliability. There are some techniques that involve sound knowledge of lubrication methods and technical parameters:
Regular Inspection and Monitoring: I have undertaken a regular routine of conducting comprehensive surveys using thermography and vibration analysis tools. These tools are crucial in identifying wear and poor lubrication in their earliest stages, affording the possibility of maintenance action.
Maintenance Scheduling: I am guided by the manufacturer’s stipulated lubrication quantity and time since these are crucial in averting over or under lubricating a component. I use automatic lubrication equipment for the appropriate distribution of lubricants for high-precision applications.
Maintenance Procedure and Cleanliness: I guarantee high-efficiency filtration to decrease particulate intrusion, in combination with rigorous sealing effectiveness tests to prohibit contaminant ingress. When moisture exposure is expected, water destruction with desiccants or moisture-fixing substances in additives is utilized.
Maintenance of Temperature and Loads: To achieve desirable stability, I apply lubricating oils containing thermal and oxidation or viscosity index improvers to facilitate the achievement of desirable temperatures. Special grease for high-load bearings has been chosen for better shock load and more evenly distributed load.
The use of the above measures, which have sound technical justification from reputable sources, enables me to maintain operational efficiency, withstand unforeseen failures, and enhance the bearing life of rotating systems designed in my systems.
Frequently Asked Questions (FAQs)
Q: Why is it necessary to bear lubricant oil in the maintenance routine?
A: Bearing lubricant oil is essential in maintenance because it lowers friction, carries heat away from contact surfaces, and prevents corrosion. It also improves the life and efficiency of bearings and enhances smoother and more effective functioning, especially in high-speed applications.
Q: What kind of lube is helpful for high-speed operations?
A: In high-speed applications, synthetic oils and Boca bearings high-speed oil are advisable because they are very efficient in terms of lubrication and lower torque and friction.
Q: Is it safe to use synthetic oil as a lube for bearings?
A: Yes, synthetic oil can be applied as a lube for bearings. Unlike conventional oils and greases, it has great temperature stability, is longer-lasting, and performs better under extreme conditions.
Q: What type of lubricant would you recommend using for ball bearings?
A: For ball bearings, a lightweight or special lubrication oil is preferable for specific applications. Such oils help prevent bearing wear and tear while ensuring smooth bearing operation.
Q: Silicone lube is used to maintain fishing reels. Is it okay?
A: Silicone lube can be appropriate for fishing reel maintenance since it offers only a light layer that reduces friction, thereby increasing the spin time. It is, however, essential to use one appropriate for the requirements of the fishing reel in question.
Q: What are the benefits of using a multi-purpose lubricant oil?
A: Multi-purpose lubricant oils save time and effort as they provide more than one functionality and do not require multiple products. They are usable in many applications, offering effective lubrication as well as protection against wear, corrosion, and heat.
Q: What is the advantage of having an oil with PTFE in a bearing?
A: Bearings with oil where PTFE is enhanced have the advantage of having their lubricating properties improved, thus creating a barrier that reduces friction and increases the performance and lifespan of the bearings. They are also employed in cases where sealed environments are required for efficiency.
Q: In automotive use, what is the lubricant purpose of wheel bearing grease?
A: In Car Automotive, wheel bearing grease derived from lithium or lithium complex thickeners serves a relevant purpose as it offers reliable lubrication, wear reduction, contamination and corrosion protection, and helps avoid mechanical failure.
Q: Are food-grade lubricants needed for specific applications?
A: Yes, food-grade lubricants must be used on applications that contact food processing equipment. These lubricants are designed to safely withstand incidental contact with food, thereby achieving safety requirements without sacrificing lubrication adequacy.
Q: King of the Hamer: What is the impact of using suitable lubricant oil on the operational efficiency of RC vehicles?
A: The deployment of appropriate lubricant oil in RC vehicles affects performance by limiting friction, increasing speed, and assuring the lifespan of the components. Most high-speed and lightweight oils are preferred in RC applications to achieve performance optimization and efficiency.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
