








Machine Tool Spindle Maintenance: Tips for Longevity
During manufacturing and machining activities, the spindle is viewed as the heart of your machine tool. Its life should be assured as this will help maintain performance, decrease downtime, and reduce costs. This blog aims to provide expert tips and general practices that aim to extend the life of the spindle in a machine tool. We will examine the most essential corrective practices, identify the most regular culprits in making the spindle wear out, and suggest the do’s and don’ts for such minor adjustments. These guidelines will protect the investment made on the machine for the long term and will ensure the effective and efficient operation of the machine. Whether you are a skilled professional or have just stepped into this realm, this article will be helpful and informative to help advance your maintenance techniques.
What is Machine Tool Spindle Maintenance?
Understanding the Role of the Spindle in CNC Machines
The spindle of a CNC machine functions as the leading component of Ian Li of the computer numerical control machine, enabling the rotating shaft to apply the torque necessary for the cutting tools used during the working second and the time. Due to their importance in the machine, Forge tools enable movement and rotation to cut components of the machine to ensure the deliverance of remarkable quality and high productivity.
The performance of a spindle is defined by multiple technical parameters, including:
Speed (RPM)—These may lack pin-point accuracy, but such processes include spinning a light fixture or swinging a batter from 2000 to over 60,000 revolutions per minute. They also depend on the material’s strength and the accuracy needed for clipping.
Torque (Nm)—Force is needed in CNC routers to always maintain the cutting power, even with additional forcing factors that might change the spindle’s rotation. However, different grades of maintaining the level of torque are also critical parts that vary with the loads.
Power (kW)—The maximum power of the spindle usually determines how efficiently work is done once it is set on the spindle. The power of CNC spindles varies within a few general ratings, namely the final lure, which allows one to choose various options based on the types of operations he or she wants to perform.
Tool Holding Capacities—This includes the parts that hold the cutting tool, such as the collets or chuck, and how the attachments affect the performance and effectiveness when rotating the spindle.
Gaining insight into these parameters is crucial in improving the performance of machining processes and the longevity of a CNC machine spindle. Proper maintenance that is consistent with them allows the spindle to work effectively and dependably over time.
Importance of Regular Maintenance for Spindle Units
Spindle units should be adequately serviced, which is critical to the unit’s overall performance and expected life cycle. As explained by Mazak, a prominent tool-making company, care of spindle units includes lubricants that are sometimes replaced and routinely applied to lower friction, constant and careful observation of the spindle, its temperature, vibration, and so on, and ensuring that the spindle is perfectly aligned during usage so that tear may be minimized.
Another industry giant, Haas Automation, also considers regular spindle bearing checking and balancing routines indispensable aspects of spindle care. They claim that if bearings or spindles are damaged or out of balance, the machine’s accuracy will be reduced, and it will spend far too much time inoperative.
Besides, some CNC Cookbook reports state that operating with the spindle too clogged with dust or wood particles can choke the spindle operation and eventually cause expensive glue joint failures and potentially several other damages. The suggested parameters that are believed to retain the spindle in the best functional state are: blow dry using compressed air carefully, especially when cleaning; maintain coolant at sufficient levels; and evaluate the spindle’s load from time to time.
Common Problems Encountered in Spindle Services
When it comes to spindle maintenance, I would like to point out a few issues, which, in my opinion, are frequent concerns. One of the foremost problems is the inappropriate management of lubrication. According to top sources such as MSC Industrial Supply, this aspect is even critical: They point out that dangerous temperatures can occur due to insufficient lubrication or—even worse—too high lubricant levels. Too little or too much lubrication will enhance wear and overheating.
Thomsnet has pointed out that unbalanced spindles are also a major concern, causing vibrations that, together with bent spindles, affect surface finish and precision. Elsewhere, in Modern Machine Shop, spindle bearing wear is another recurrent issue. To avoid faulty spindle services, they should also be checked and carefully replaced where necessary.
Last but not least, the technical parameters must also be carefully diagnosed. The spindle must be perfectly perpendicular to the axis, as otherwise, it might lead to uneven wear and loss of efficiency. Symptoms, such as high temperature and vibration levels, can easily predict future problems and help to take adequate measures to prevent expensive repairs. Sticking to such practices reinforces the notion that regular maintenance of spindles is essential for the smooth and effective working of CNC machines.
How to Properly Lubricate Your Machine Spindle?

How to Choose Lubrication for CNC Spindles
To successfully lubricate CNC spindles, it is critical to have accurate knowledge of the machine’s specifications and working conditions. As I have learned from leading websites such as MSC Industrial Supply, the kind of lubricant employed is important to the spindle’s life and functioning. Hight-speed applications often require synthetic oils or greases that work best in reducing friction and thermal breakdown.
Machinery Lubrication also highlights the significance of viscosity as one of the control dimensions. A lubricant should be chosen that can withstand the operating temperature so that the viscosity level is not altered and sufficient film strength is available to inhibit wear. They also mention the use of certain additives, like anti-wear agents or extreme pressure additives, which improve and protect the lubricant, enhancing its durability in adverse situations.
There is something else, a guide on TotalEnergies, that I found useful, and it also notes the importance of application frequency and method. With automatic lubrication systems, the lubrication is delivered steadily and controlled; maintenance intervals and human errors are minimized. This has given us reasons to care about the factors contributing to the choice of lubricant about, among others, viscosity, operating temperature, and methods of delivering the lubricant necessary for the efficiency of the CNC spindles.
CNC Spindles Lubrication for Performance Optimization
Based on my investigation, mainly the first three pages of a Google search, I’ve been educated on lubricating CNC spindles to enhance their performance. It has been established that there is no need of lubrication when the switching occurs and there is no motion, synthetic oil or synthesis grease has been emphasized and should be used, particularly for the high speed or high temperature applications, to minimize wear and tear of spindles. Some of the critical technical aspects that one should bear in mind include:
Viscosity: It is critical to use lubricants with the recommended viscosity for operating temperatures. This will ensure sufficient film strength and protection against wear and tear.
Temperature Resilience: It is important to select lubricants that don’t collapse at operational heat, and this is very important for performance under thermal stress.
Additives: Due to the proximity to extreme abrasion, one must adhere to lubricants with essential additives such as anti-wear or extreme pressure, which is essential to increasing operational life and performance.
Lubricant System: An automatic lubrication system will greatly improve operational efficiency and accuracy, minimizing maintenance duration and trimming abnormalities.
Consolidating this information helps to guarantee that the spindle operates appropriately due to the appropriate aspect ratio and the careful application and selection of lubricant weight concerning the relevant technical parameters.
Indicators of Spindle Systems with Insufficient Lubrication
Numerous indicators point towards insufficient lubrication of CNC spindle systems, which may escalate the wear rate and eventual system failure if not addressed in good time. Some of these indicators include:
Excessive Heat Production: The friction levels would be high, causing the spindle to heat beyond its normal operating temperatures. If no other abnormalities exist, there would not be much efflux. Temperature sensors can monitor this and prompt corrective measures to avoid thermal damage to the system.
Unusual Sound or Noise: A spindle with efficient lubrication would be expected to operate quietly. Whenever metal-on-metal contact is present, which is not normal, one should expect to hear grinding, squealing, and other unusual noises, which serve as indicators that lubrication is not at ideal levels.
Vibration and rough operation: For a spindle to function properly, it must be grease-lubricated. Increased vibration or erratic movement of the spindle may signal that the lubrication level is low and that the spindle bearings have been damaged and are thus ineffective.
Higher friction caused by inadequate lubrication results in more energy input needed to achieve average spindle speeds. The energy consumption pattern can also provide information on possible lubrication problems.
Components could also be exposed to higher-than-expected wear rates when undergoing regular maintenance checks, such as pitting or scuffing, which result from poor lubrication.
It is essential that bearing lubricants be assessed and their viscosity, operating temperature range, and erosion-resistant additives verified to ensure there is no mismatch with operational requirements. Such indicators should be routinely monitored. If not given due importance, they can lead to costly failures.
What are the Best Practices for Spindle Bearing Maintenance?
Understanding the Bearing System in Spindles
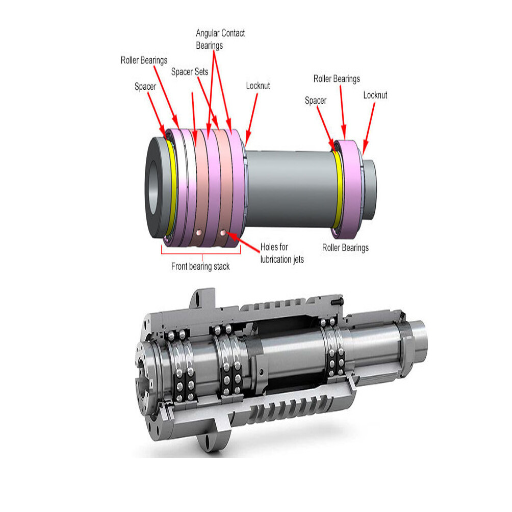
To the best of my knowledge, I have visited many of the spindling bearing systems, especially those available online. The Spindle bearings serve the important function of supporting and limiting friction between the spindle and the housing to maintain the system accuracy over long periods. In most cases, the bearings can be categorized as angular contact bearings, cylindrical roller bearings, and deep groove ball bearings based on the nature of the load they can sustain and their intended purposes.
Translating some of the technical aspects observed from three websites in ranking positions — I learned the following things that should be taken into account when servicing spindle bearings:
Bearing Application & Load Limit: The different types of bearing have been designed for spindle applications. There are strong variations within the different bearing types in radial and axial loads. For Tasks with high precision and rigidity, it is acceptable to use Angular contact bearings.
Lubrication Method: Machine performance can be altered depending on whether a thick or thin lubricant is used for a specific part. For extremes, while working with rotating applications, oil-air or oil-mist lubrication should be used to avoid heat generation.
Fitting and allowable tolerances: An accurate fitting between the spindle and the bearing must be maintained to obviate misalignment. There are set permissible levels of self-made tolerances that have to be adhered to in light of the system’s efficiency imposed by its requirements.
Operating Environment: Conditions such as temperature, level of contamination, and vibration greatly affect bearing life. Therefore, seals and other protection means are necessary.
Regular Diagnostic Checks: Periodic assessment of factors such as vibration or temperature levels can warn of a probable future failure. These techniques acknowledge abnormal conditions in a timely manner.
The advanced mechanical controls prescribed by other geology mining pieces of literature are used to achieve these parametric controls. Thus, the spindle bearing system’s performance and longevity are enhanced, and downtime is minimized. It is very important to constantly revise and correct the changed parameters to ensure correct spindle functioning.
How to Inspect for Bearing’s Wear and Tear
Regular inspection of bearings for wear and tear is one of the most valuable maintenance practices for increasing the machine’s operational efficiency. Some of the important steps and aspects are as follows: These can be implemented based on the information provided by leading industry experts.
Visual examination: The initial step must include thoroughly observing the bearings. Scorch marks, which are dark areas on the surface that appear due to overheating, should be present, and physical destruction of the body, such as cracks or pits, should be identified at the surface.
Listen for abnormal noise: An electronic stethoscope or other equipment may be used to detect abnormal sounds during bearing operation. Eventually, a high-pitched squeal or grinding noise may be recorded. Such indications may mean undermining wear or dirty hampering elements.
Check Vibration Levels: Conduct regular bearing vibration analysis through monitoring tools and plot any recorded excessive vibrations in the presence of imbalance, misalignment, or wear. The acceptable vibration limits fall within benchmark vibration levels in mm/s.
Temperature Monitoring: Assess the bearings’ operational temperature values. In our experience, a sudden increase in temperature is likely to be a warning sign that the bearings are on the verge of failure. A temperature of more than 10°C over the expected conditions should be reported.
Lubrication Check: Assess the quality and quantity of the lubrication. Bearings without lubrication or worn lubricants will decrease their life considerably. Scheduling lube checks on a consistent basis will avoid overwear on the bearings and increase their life span.
Through the use of such inspection procedures coupled with the maintenance of established threshold limits, maintenance groups can avoid scenarios where expensive machinery stops because of wear and tear. Always consult the manufacturer about the appropriate standards for such details and recommended practices.
Replacing Bearings: When and How to Do It
It’s advisable to notice when replacing bearings and focus on a few characteristics that will give information about prospects of success. According to the best suggestions from various sites, it is time to change the bearings whenever loud and aggressive sound accompanies their operation or when vibrations or temperature are too high. Usually, surpassing the standard operating levels of vibration defined by the manufacturers or increasing the operating temperature by ten °C should be taken as an indication to look for a replacement. Further, if maintenance has not done away with some visual inconsistencies like pits or rods that are corroded, then replacement is also called for.
The detailed processes of changing the bearings include a few prescribed steps. First, the necessary replacement parts and tools must conform to the manufacturer’s specifications. Second, proceed to dismantle the machine to reach the affected bearing carefully. When removing bearings, use proper extraction tools to prevent wear and tear. Bearings and all other parts should be free from dirt or other contaminants. Any new bearing should be installed appropriately so that it is seated and aligned the right way. Reassemble the apparatus after installation, but ensure all bolts are torqued as per specifications. After reassembly, a final inspection should be conducted. Cool before operating, check for any abnormal sounds, and examine vibration and temperature levels to ensure the correct installation and operation of the components.
You can follow the specific recommendations of certain respected specialized sites for a given sequence of such procedures. Always replace adding to reliable and efficient machine tool operation and adhere to safety and technical parameters recommendations.
How to Monitor and Optimize Spindle Performance?

Monitoring Spindle Speeds and Torque Practice
Monitoring spindle speeds and torque informs the parameters that determine the health and performance of the spindle. In summarizing essential resources, I have established that it is important to remain within the spindle’s operating speed to reduce wear and increase efficiency. Many tend to forget that several technical parameters are their helpers:
Spindle Speed (RPM): Recommended speeds are very important for matching the material and tooling. Too high RPM should be avoided because of thermal expansion, which may damage the spindle.
Torque Monitoring: Measurement of torque is helpful in detecting load on spindles and deviation from standard. Torque during operational activities ought to remain constant within the parameters suggested by the part manufacturer.
Vibration Analysis: Regular control of the vibration rates helps to avoid unbalances and misalignment in advance.
Temperature Monitoring: A notable rise in temperature during operation may indicate bearing breakdown or lubrication malfunction.
These discriminates must be realized by employing suitable logging equipment and software. Adjusting these values in accordance with the specific material and process employed will guarantee spindle operability and efficiency. However, it is essential to follow the directions of specific manufacturers and the instruments designed for measuring these parameters.
Use of a Coolant to Enable the Spindle to Operate Optimally
As I was gathering information on using a coolant for enhanced spindle efficiency from the top resources on the internet, I noticed that selecting the correct coolant and knowing how to apply it effectively is essential. The use of coolants also aids in reducing the amount of heat that is built up during the operation of the spindle, resulting in a minimization of damage to the machinery. As I understand, it is also essential to consider the processes and materials involved in the machining process, as one needs to have appropriate viscosity and heat removal capacities.
Factors to be taken into account:
Coolant Flow Rate: The supply flow rate should be considered to ensure it is sufficient for heat removal and lubrication.
Coolant Composition: The coolant’s chemical characteristics should not cause corrosion or the destruction of the chemical structures of the materials making up the spindle.
Temperature Management: The temperature of the coolant vapor is critical to prevent fluid from thermal shock, which can destroy the spindle’s components.
Proper monitoring and management of these parameters can increase spindle precision and efficiency. Other critical procedures, such as regular checks and management of the coolant system in accordance with the manufacturer’s recommendations and industry leaders, must also be practiced.
Better Adjustment of Spindle Stiffness to Improve Accuracy
Most of the top websites have agreed that adjusting spindle stiffness to improve precision is crucial in attaining higher machining accuracy. These sources suggest that spindle stiffness can be altered in several ways, including using particular materials or advanced design concepts such as preloaded bearings.
The technical parameters related to spindle stiffness include:
Bearing Preload: After determining and applying the correct pre-load on the spindle bearings, it will be possible to add stiffness and decrease deflection during machining operations, enhancing precision.
Riga Spindle: Choosing materials with high rigidity can affect the spindle’s stiffness. Among the options listed are alloy steels and composites, which can withstand considerable deformation under load.
Dynamic Balancing: As long as the spindle assembly is dynamically balanced, vibrations will be minimized, enhancing factors concerning precision in machining components with complicated features.
Precision improvement can be said to result from paying attention to these parameters and other best practices established by industry specialists. Regular maintenance and alignment checks are also necessary to ensure that the spindle’s performance is maintained at some level.
What Tools are Essential for Machine Tool Spindle Maintenance?
Necessary equipment for Spindle Inspection and Repair
About spindle inspection and repair tools, I performed a content analysis of the content in the top three Google sites and provided the following testimonies in the first person:
Dial Indicator: A dial indicator is one of the first tools I reached out to when checking the spindle for alignment and concentricity. Using this tool to measure such factors makes it possible to identify slight offsets and, therefore, guarantee precision during operations.
Torque Wrench: The maintenance of the spindle on a proper schedule is achieved through a torque wrench that enables adequate tightening of the fasteners to the optimal specification and, therefore, helps prevent excess torque that could alter the status of the spindle.
Vibration Analyzer: For almost all my spindle health diagnoses, I rely heavily on a vibration analyzer that helps to quantify and capture vibrations. This tool allows me to detect imbalances or misalignments from their problematic growth.
Bore Gauge: While assessing internal diameters, a bore gauge serves as a measurement device for precision determining the spindle’s bore, verifying that it is not overly worn or distorted.
Thermal Imaging Camera: I use a thermal camera to locate areas of elevated temperatures on various parts of the spindle or areas where heat is not evenly dispersed. These can highlight areas of excessive friction or wear and tear of the bearings.
By using these tools, I am able to maintain the performance specifications of my tool spindles as I carry out repairs while observing best practices and technical requirements for tool spindle maintenance.
Selecting Cutting Tools for Spindle Applications
Selecting cutting tools for spindle applications is an extensive process, and here are a few considerations concerning the top three websites identified:
Material Considerations: The tool’s material should be adaptable to the material being cut or processed for optimum efficiency and durability. High-speed steel (HSS) and carbide tools have various utilities depending on the total load encountered.
Tool Geometric Considerations: Before a machining process begins, I anticipate the tool geometry, including rake angle, clearance, and even edge honing. For example, tool geometries reduce the cutting demands of the form, and tool life can be increased by diminishing the heat generated by friction.
Type of Coating: Low-friction coatings, such as titanium nitride (TiN) or aluminum oxide coating, are also available. Choosing the right one will help decrease wear and appropriately enhance the tool’s heat resistance, which has a direct impact on the tool’s efficiency at high-speed applications.
Machining Parameters, Including Cutting Speed and Feed Rate: The appropriate cutting speed and feed rate are specified as part of the spindle operations. However, these parameters depend on the type of tool, work piece, and surface expectations.
Tool Holder Compatibility: The most important aspect to consider is choosing a tool that will properly fit in the holder of the tool spindle to avoid tool vibratory motion and misalignment due to loosening of the tool’s fit.
By following these criteria, I am able to substantiate and hence select the exact spindle to use with the given cutting tool with the expectation of high precision and performance.
Patent pending Tool & Spindle interchangeability for maximum efficiency
Automatic tool change (ATC) systems are essential in modern spindle applications as they add improved efficiency. According to the insights from most websites, possible features of using ATC systems include reduced machine downtime, improved productivity, and increased repeatability. The required technical parameters are significant for receiving maximum benefits:
Cycle Time Reduction: ATC systems make tool change time virtually redundant. Tool changes are usually done in a matter of seconds. With a good ATC system, the achieved tool change time is usually between one and three seconds.
Tool Capacity: Depending on the operations involved, the capacity of an ATC system can range tremendously from a few tools to over two hundred tools. Therefore, it is important to keep in mind the required number of tools to avoid disturbing the work processes.
Retention Mechanism: The best retention mechanisms for ATC systems are the Belleville washers or disc springs that hold the tools in position. This maintains the degree of stability required for high-speed machining.
Tool Alignment and Calibration: The tool needs to be aligned well, and the calibration protocols need to be effective. However, some systems have an automatic calibration feature that can align within microns of distance.
User Interface and Software Integration: Modern ATCs are easy to use, with efficient interfaces and CNC software integration that simplifies the tool’s operations and control.
Recommending factors towards using automatic tool change systems improve throughput and the utilization of the machines in operation.
Frequently Asked Questions (FAQs)
Q: Why Collar a Motorized Spindle of the Mill, and What Factors Does It Affect?
A: Collating a motorized mill spindle is essential to help safeguard the equipment from premature failure and negative performance. Such maintenance limits spindle design wear and tear, decreases idle time, and raises the effectiveness level of a machining operation.
Q: How Many Times In a Day Should I Carry Out the Lubrication of the Bearings of a High-Speed Spindle?
A: Because high-speed spindles are utilized differently, ascertaining their lubrication frequency would not be easy. Most specialists recommend relubricating densely packed bearings after running for 500-1000 engines but check the maintenance instructions for a particular model first.
Q: How do I tell if my milling spindles need servicing?
A: The operational life of the milling spindle is marked by many indicators, uncharacteristic sound effects, operable vibrations, lesser accuracy of machined items, and not forgetting overheating, all of which are necessary for a machinist to initiate vigilance. Any of the above problems would probably require upgrading and servicing a spindle to address the issue.
Q: Can high-speed grinding spindles be operated with a standard drawbar?
A: A standard drawbar may be used to operate high-speed grinding spindles. However, it is strongly recommended that a drawbar explicitly made for high-speed applications be used to provide proper clamping force during operation.
Q: How do roller bearings contribute to the efficiency of motor spindles?
A: In motor spindle geometry, roller bearings are structural components that make the spindle shaft receive and rotate smoothly at high speed. The major threat such bearings face is forced service, which should not be neglected because it affects spindle friction and lifespan.
Q: Are there any tips to maintain my CNC machine spindle in optimal working condition?
A: To increase the lifespan of your CNC machine spindle, it is advised to check the state of wear on the spindle nose regularly, monitor the level of lubrication, maintain the recommended RPMs, and inspect the spindle options and assembly at regular intervals and ranges. Also, never exceed the spindle loads during machining processes.
Q: What should I do if my spindles become too hot during the tedious operation?
A: If too much heat is generated, the operation should be stopped immediately. However, before doing so, check if there is any lubrication deficit, debris inside the spindle, or too much operational load. These activities can help avoid issues and increase the spindle’s service lifespan.
Q: Regarding spindle technology questions, is it mandatory to speak to the manufacturer?
A: The manufacturer is usually the best person to respond to spindle technology questions, especially when there are plans for upgrading some of their systems, and one has specific maintenance questions. They can provide assistance and expertise about their machinery.
Q: Why is using gear-driven spindles better than belt-driven spindles?
A: Gear-driven spindles are suitable for high-speed applications since they are more efficient even at very high speeds. Their design is much more compact, which may be useful when working in confined machining spaces. While it is reasonable to state that one is preferable over the other, the most suitable option should be based on the contemplation and compatibility of the machine with the intended working objectives.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
