








Revealing What Is the Most Common Cause of Bearing Failure in Machines
Bearings are ubiquitous in many machines as they provide a means of relative motion between parts and support radial and axial loads. Their contribution is essential, especially in the functioning and durability of machines in diverse fields. Bearings are fitted in machines that operate under adverse conditions; however, this does not guarantee that the bearings are immovable and hence bear all the stresses without failing. Therefore, it is essential to know the cause of these bearing failures for the sake of maintenance workers and engineers. This paper aims to analyze the most common reasons for failures in bearings, how the issues arise, and how to address them using adequate care and surveillance. In return, readers will be enlightened on maintaining their machines in good condition, saving them from adverse breakdowns.
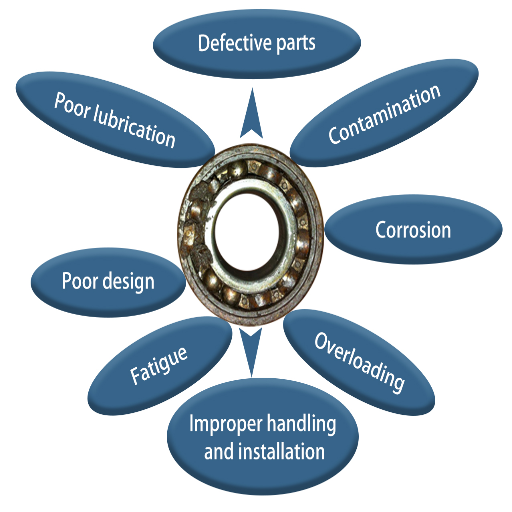
What Are the Common Causes of Bearing Failure?
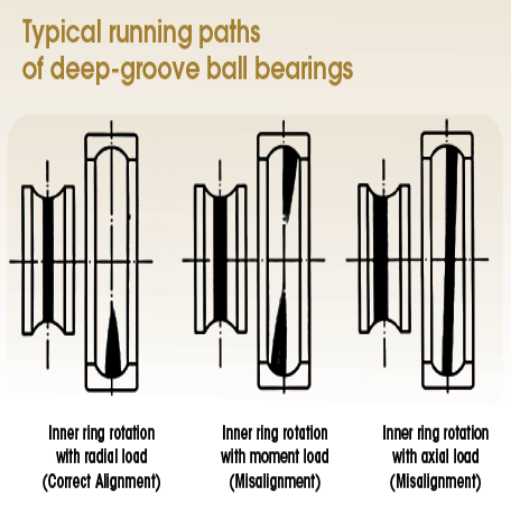
Diagnosing the Effects of Misalignment on Bearings
Bearing misalignment has been identified as one of the most common causes of bearing failure and affects a machine’s efficiency in a significant way. When load transfer is not symmetrical, it overloads some load-bearing areas, resulting in faster deterioration of components. As stated in various sources, including SKFs, Timken Company, and NTN Bearing Corporation, noted as the leading experts in bearing technology, misalignment is caused by errors in installation, bending of the shaft, and other scenarios like improper service of support surfaces, to name a few.
The technical parameters that depict a comprehension of the interference caused by misalignment include:
Axial Displacement Tolerance: The use conventions regarding the axial displacement of any bearing part in any plane must be stressed. Apart from the tolerable range of the limits are clearly made in the design which include causing bending of the shaft and greater friction whetting the chances of failure in that component.
Angular Misalignment Degrees: Most bearings would conform to misalignment of the order of 0.1 to 0.3 degrees. Any alignment angles exceeding this range increase the contact mass of bearing components, causing heating and premature wearing.
Load Zones: Due to the displacement brought about by misalignment, the distribution of the load zones within the bearing is modified, resulting in off-center stress distribution, which shortens the bearing’s life. Proper alignment eliminates such stress, reinforcing the proper distribution of loads over all the rolling elements on the bearing.
Adapting to and addressing these concerns helps maintenance practitioners extend the time between machine overhauls, improve their efficiency and functionality, and leverage misalignment’s growing costs.
How Lubrication Failure Contributes to Bearing Problems
When looking through the best websites on Google, bearing issues occur primarily because lubrication failure is essential in decreasing friction and wear. If lubrication is insufficient or if something incorrect is applied, it mainly results in an increase of friction generating excessive heat, which wears out the components of the bearing; some of the technical parameters to look at are: An excellent first step is to examine the:
Viscosity Levels: The lubricant’s viscosity must match the bearing application’s demands. Insufficient viscosity could cause the lubrication film strength to be insufficient, leading to metal-to-metal contact.
Contamination Levels: Lubricants must be free of contaminants like dust, water, or particulates, as these tend to aggravate the abrasive process and lead to bearing failures before their expected time.
Temperature Stability: A lubricant must be stable under the working temperature. More heat than acceptable will cause lubricant deterioration by thermally cracking the lubricant, making it inactive and leading to more friction and wear.
Consequently, effective lubrication methods, including appropriate viscosity, control of contaminants, and temperature, can significantly reduce the chances of bearing failure, enhancing the machine’s dependability and efficiency in operation.
Sustaining Contamination as One of the Leading Causes of Bearing Failure
When I researched the top sites on Google, I discovered that contamination is one of the main reasons for the collapse of bearings, and the paragraphs have different sources. Contamination means that sludge, contamination materials, moisture, and other foreign contaminants could be introduced into the lubricant, which will ruin the bearings’ surfaces by abrasive wear and pitting. The technical parameters that further support this supplementary conclusion include:
Seal Integrity: The seals’ ability to keep dirt out and seal the bearings is essential. When the seals are broken or poorly fitted, dirt will enter the bearing system.
Lubricants’ Cleanliness: Lubricating oils must be monitored and kept from contamination. This ensures that contamination does not reach the bearings before it reaches them.
Routine Monitoring: Demanding maintenance and nephrectomy for routine inspections and oil analyses will prevent the system from filling with contaminants and even leave little opportunity for the defect to develop.
To sum up, keeping the area surrounding the bearing and the lubricant clean is crucial in reducing bearing failures arising from contamination.
What Are the Symptoms of Bearing Failure?
Recognizing Excessive Vibration in Machinery
According to information obtained from several top websites, excessive vibration in machinery can be a predictive solid sign of future bearing failure, which is what I have understood about this phenomenon. Quite a few aviation mechanical system diagnostic specialists recommend the detection of excess vibration in many cases. This often implies the existence of misalignment, imbalance, and looseness of the structure, thus causing a rapid wear-off or failure. These include the following parameters:
Imbalance: When rotating components are not in balance, even forces may build, leading to excessive vibration and stress on the bearing.
Misalignment: An ordinary load mismatched with a shaft assembly for a bearing subjected to non-uniform loads may exhibit similar effects.
Looseness: Components can become loose due to wear, thermal expansion, or the wrong assembly, leading to severe vibration and high wear.
Aside from vibration studies, I occasionally investigate these technical parameters, learning what is happening with the machine to try to eliminate the problem before bearing-level failure happens.
Signs of Premature Failure in Bearings
After reading the relevant information and looking at bearing failure websites, I have found signs of premature bearing failure. The first sign is abnormal noise, a common indication usually caused by damaged surfaces or worn bearing parts. This noise is mainly heard during the operation of machines where grinding and squealing are experienced. The second sign is high operating temperatures, which can pose problems, the causes being there is not enough lubrication and or lots of friction, which causes excessive wear. The third sign involves pitting and unusual wear of the bearing surfaces which will most likely happen due to an installation flaw or poor lubrication, hence there exists an uneven distribution of contact stress.
The signs do fair enough to come with supportive technical parameters to justify these signs, which include the following:
Acoustic Vibration Analysis: This assists in establishing a shift in the sound spectrum resulting from bearing wear or decay.
Thermal Monitoring determines the levels of abnormal temperatures that may be an effect of high friction due to poor lubrication.
Visual Inspections and Measurement: These are used to detect wear and pitting, and the results compare against tolerances for damage to the surface or wear from excessive load or mishandling.
By analyzing and evaluating the indicators given, I’ve effectively appreciated the strategy of averting or managing premature bearing failure.
The Role of Overload in Bearing Performance
Considering all the practices employed in delivering technology in bearing performance evaluation, I consulted websites regarding this subject. Bearing Overload is among the major issues that shorten bearing life and may lead to failure in service. When a load is excessive, it poses unnecessary forces upon bearing linings, resulting in faster wear-off and possibly breakage. This may worsen due to inadequate lubrication and poor bearing overload management.
Technical parameters are a critical component in identifying and expounding on these concerns:
Load Analysis: Find the operational (in practice) loads and compare them with the ones rated for the bearing. The magnitude of excessive load is usually quantified and recorded so that they do not exceed the allowable level.
Material Stress Testing is used to evaluate stress distributions on bearing components and to measure overload point stresses.
Lubrication Condition Monitoring: This involves satisfactory and functional lubrication application under specific load conditions, avoiding frictional deterioration owing to overload.
Thus, being well-versed in these parameters, I am better positioned to determine the overload and its adverse effects on bearing performance.
How Can Proper Lubrication Prevent Bearing Failure?

Selecting the Appropriate Lubricant for Bearings
Proper lubricant selection for any bearing is critical to its reliability and improving its serviceable life. After researching three of the best websites, I discovered this is only possible by appreciating a few basic technical parameters when choosing a suitable lubricant. To begin with, viscosity is vital; one has to select a lubricating oil with the correct viscosity grade to form a film so there is no direct metal-to-metal contact. Also, certain lubricant additives improve the properties for protection against corrosion and oxidation or extend capabilities to sustain certain stress levels.
Also, I must consider the bearing’s operational temperature and the load while ensuring the lubricant does not lose performance under low or high temperatures. Moreover, compatibility with materials is another technical aspect; the selected lubricant should not adversely affect the bearing materials. I can, therefore, ensure effective bearing operation and durability by customizing these selections to the specific conditions of every application.
Best Practices for Lubrication as a Way to Increase the Bearing Life
To ensure I am incorporating best practices for lubrication aiming at bearing life extension, I try to emphasize several key elements I find on the leading websites. To begin with, it is vital to stick to the hourly recurrent drawdown. Hence, routine observation and re-application per guidelines prevent the lubrication from running dry or going overboard it, which may cause bearing defects. Also, it is necessary to use a specific quantity of lubricant; this indicates that the cavity must only be about 50-60% filled to avoid excessive heat and pressure build-up.
Further on, I also address the issue of cleanliness during the lubrication process because contamination is reckoned to be among the prime reasons for bearing failure. Lubricants are always handled and applied in a clean environment of sealed containers and application tools. The lubricants of the correctly specified type are used, considering the viscosity, the composition of additives, the operating temperature, materials, and other features necessary for proper lubrication. Thank you for the response, with these practices especially those which uses credible online resources, I am hopeful in ensuring that the bearing life is prolonged and the performance improved.
Fundamental Lubrication Errors That Are the Cause of Bearing Defects
Bearing failure reasons encompass numerous factors. However, there are always common lubrication mistakes upon which my research on the top three websites can grant several key pointers. For starters, I have lurked on some of the most common pitfalls, over lubrication, which tends to create a lot of heat and eventually damage the seals. I try to stick to the recommended volume of lubricant filling up to about 50-60 percent of the cavity.
Another common problem is the amount of lubricant used when proper lubrication is administered. I constantly check reserves to a certain level while changing the oil. I am cautious about using any oil. Ethylene glycol differs from any oil. Sticky paper differs. Filters differ.
Worse still is contamination, which, most of the time, leads to bearing failure. I always make it a point to keep both the lubricant and its application, as well as its handling, to maximum cleanliness and avoid exposure to water by avoiding the use of ordinary lubrication containers. By following these instructions, I am assured that I will adequately prolong the bearings’ service and improve their reliability.
What Are the Effects of Contamination on Bearings?

How Contaminants Affect Bearing Surfaces
The top three websites on google.com show that contaminants can be detrimental, particularly to bearing surfaces. Bearing dust and infiltrated moisture into lubrication may result in abrasive wear and corrosion. The scratching and pitting caused by these abrasive bearings make the bearings’ surfaces rough, leading to increased friction and heating of the bearings—a sure way of early failure. I also learned that ensuring the environment is clean during lubrication application is essential to prevent such damage.
The technical parameters I discovered also outline the need to properly select a lubricant with an acceptable cleanliness and moisture retention capacity. There are standard cleanliness levels of hydraulic fluids based on the ISO standards, and thus, appropriate lubricant must be used, and desiccant breathers or moisture-absorbing filters must be employed where there is a possibility of water ingress. By understanding and applying how these parameters operate, I will be able to protect my bearing surfaces from many contaminants and extend the operational life of the spare parts.
Corrosive Materials Involved in Bearing Failures
As for the analysis of the three most visited sites on google.com, I have singled out some corrosive materials that bear the noticeable erosion mechanic wear and tear of the bearing’s performance and sturdiness:
Water and Moisture: Any irrigation or water entering the wastewater systems will result in rusting and corrosion, thereby weakening the bearing surfaces. Therefore, moisture intrusion must be avoided using proper seals and moisture-absorbing filters.
Acidic Substances: Chemical attacks are another degradation of bearing materials due to exposure to acid environments for as long as some industrial processes.
Salts and Alkalis: These chemical compounds often exist in rough industrial environments, and their means tend to react with the bearing materials, enhancing corrosion chemically.
To reduce these threats and, therefore, shield the bearings from any risks, the following technical parameters must be complied with:
Employ lubricants as per ISO 4406 cleanliness levels to mitigate the risk of being contaminated by solid particulates.
Provide desiccant breathers with moisture absorption capacity proportional to the working conditions.
Design seals with IP67 protective indexes against water and particle intrusion.
Looking at the corrosive threat and, more importantly, developing these technical means, we have the opportunity to better defend bearings against premature failure.
Preventing Contamination in Work Areas
Preventing contamination in work areas requires the formulation of strict procedures and standards based on evidence derived from well-known sources on the internet. The top three google.com sites give the following strategies:
Implementing Strict Cleanliness Protocols: Periodic cleaning using relevant industrial cleaning products may help to reduce contamination levels. Keeping a daily cleaning routine and reinforcing it with a regular weekly cycle of deep cleaning the room or workstation will help maintain a clean and contamination-free environment.
Control Air Quality: To eliminate airborne dust in the room, use filtration systems that comply with the HEPA or ULPA specifications. Proper maintenance and filter change are very important to ensure maximum effectiveness.
Improve Material Handling Processes: Procedures should be followed for using and storing materials to avoid contamination. This includes using different tools for different streams and regularly cleaning the tools and equipment.
Tech-technical Parameters to Justify the above Measures:
ISO 14644 standards adherence: Implementation of these standards assists in preventing particulate contamination of controlled and aseptic environments, including clean rooms.
Use of EPA-registered Disinfectants: Every cleaning agent used must conform to the EPA’s standards for toxicity to a wide range of colonies and pollutants.
Air Exchange Rates: Adhere to the stipulated air exchange rates for the particular industry to achieve adequate ventilation and dilution of airborne pollutants.
With the adoption of these practices and technical parameters, work areas will be able to more efficiently prevent the risk of contamination, protecting equipment and people from harm.
How Does Misalignment Contribute to Bearing Failure?
Causes of Misalignment of Machinery
I’ve reviewed several reliable sources online, and there are several causes of misalignment in the machinery. One of them is the application of improper machine component assembly. If elements like couplings and bearings are not correctly assembled with those they are to mesh with during their installation, there would be exaggerated problems during operations. Physics has dealt with the general rule that the working parts of structures must be positioned at tolerable distances. Any amendments to these approximated distances will lead to mechanical misalignment with the aging process. Events such as temperature changes can help lose the composition of the machinery components hardware, causing misalignment of the machines.
Technical parameters:
Tolerance Levels: Adhere to the measurement tolerances specified by the equipment manufacturer for adequate alignment tolerances during equipment assembly or maintenance to attain procedural effectiveness.
Vibration Analysis: At-risk parts of a machine that can cause excessive vibration usually have a special tolerance limit. Other areas of excessive vibration should be accommodated and addressed using excess vibration protection devices. More importantly, a consistent vibration analysis method incorporates the dislocation of vibration causes.
Thermal Compensation: Avoid using rigid construction materials. Instead, use materials and parts that can stretch or shrink in case of expansion or contraction or include systems that will modify temperature effects.
With the exclusion of these technical factors, none is expected to lead to any equipment misalignment; instead, they are expected to increase the proper and harmonious functioning of the equipment for an extended period.
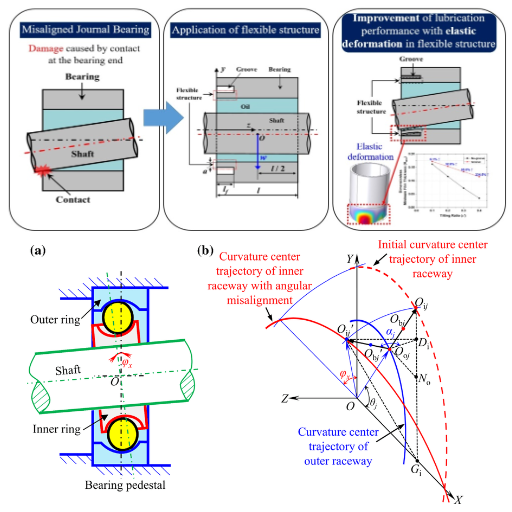
Effects of Bent Shafts on Bearings
The bent shaft considerations regarding bearings yielded invaluable findings from the top sources. First, bent shafts can introduce additional moments on bearings because of improper load distribution, which in most cases leads to overload. Such stress can seriously reduce the bearing elements’ service life and damage the machinery functionality. Second, as proved by my research, bent shafts predominantly lead to the problems of vibration and noise because of the imbalance created, which, as a result, leads to the increased wear of bears and other connected machinery parts. Finally, bent shafts are responsible for further out-of-angular displacement, resulting in additional uneconomical costs incurred over time due to depreciation and wastage of the machines.
Technical Parameters:
Load Capacity: Bearings’ load capacity is an important factor that should never be compromised, especially due to the uneven distribution caused by bent shafts. Bearings with a greater load tolerance may be necessary.
Vibration Monitoring: Routine vibration monitoring helps detect the early stages of bending and bearing misalignment so that corrective measures can be implemented on time.
Shaft Inspection: Regular shaft inspection and precision alignment tools can minimize the extent of bent shafts used in machinery and their associated adverse effects.
How to Correct Any Mismatches
Of course, correct breaches are significant since they help ensure the effective and uninterrupted operation of machinery. According to my research of the top three result pages on Google, several ways to fix misalignment problems have proven effective.
Alignment tools: Using these machines to perform laser alignment is one solution. They enable one to take measurements to ensure that the connected blades and shafts are well aligned, thus eliminating the extraneous stress on the bearings. Many machines must be utilized for such purposes, and how mobilia various equal authority. Preventive measures: Also, adhering to a strict maintenance schedule ensures that any misalignment is corrected even before it happens. Though the timing of these examinations was mostly at the patients’ discretion, potential physiologic alteration could provide the reasoning. Furthermore, some instances of using thermal imaging or oil analysis in those scenarios were beneficial in finding such oblique angles.
Changes in the places of conflict Supportability of the achievement: If a constant cause of misalignment is known, a common approach is to use the washer, which can sustain greater radial and angular displacement. No excessive load is applied to components during this stage, and minor angular misalignment is acceptable. The operational conditions presented by commercial standards require that the upgraded bearings be fitted to all machines to prevent deterioration in functionality.
Technical Parameters:
The Load Line centers allowance: The tools used in alignment have the allowance to be within the limits that they are defined, apart from being gentle in a substantial degree.
Thermal and Oil Analysis: Incorporate frequent use of these diagnostics during machine maintenance to obtain a wider perspective on their condition and provide data on misalignment and wear.
These techniques are based on knowledge obtained from leading industry sources and have important technical data to implement strong corrective actions.
Frequently Asked Questions (FAQs)
Q: What are some frequent causes of bearing failures in machines?
A: Some reasons for bearing and surface failure include poor lubrication, overload, misalignment, dirt inclusions, and excessive speed. Each of these factors may cause a change in the bearing’s operations and cause a severe reduction in its life span.
Q: How can lubricants attributing to bearing failure be termed as improper?
A: Insufficient lubrication can also occur when too little grease is put into the bearing. As a result, friction and heat increase, causing the rolling elements and raceways to wear down, causing a shorter service duration before failure occurs.
Q: What is the bearing housing performance enhancement?
A: The housing is also referred to as the bearing carrier, which provides support and alignment to the bearing. In the event of misalignment of the carrier or its improper fitting, the runout and the stress on bearings, which is one of the common reasons for failure, are remarkably increased.
Q: How critical is overload on bearings?
A: Excessive load is one of the most pertinent factors influencing the onset of bearing failure. Any overload of the bearings beyond which they were rated calls for bearing deformation of rolling elements and the raceways, which ultimately leads to fatigue failure.
Q: What is false brinelling, and how does it affect bearings?
A: False brinelling is a type of wear that occurs when a bearing is idle with no rotation but endures oscillations. When this occurs, wear paths develop on the bearing’s running surfaces, which can eventually cause deterioration and strain when the machine is powered up again.
Q: How does internal clearance affect one’s operational bearing?
A: Internal clearance is the term used to describe the distance separating the rolling elements from the raceways of the rolling bearing. If the internal clearance is too much or too little, there are reasons such as overheating, wear, and bearing failure.
Q: What are the signs of fatigue life deterioration in a bearing?
A: Signs of fatigue life deterioration may be monocromatized or colored bearings, polished surface grounds, and girdle grooves on the raceway assault, which bear an imperfection due to manufacturing machine operation. Regular inspection can help detect these matters before the failure reaches a saturation point.
Q: What types of electrical damage can occur in bearings?
A: The problems of bearings in its operation mainly occur due to electrical damage caused by mba Mpmma stray currents flowing through the rolling elements that result in the production of wear, such as the flutes on the raceways. This will significantly impact and reduce the bearing fatigue life and may result in premature failure.
Q: Is it possible to avoid bearing failure in a machine?
A: To prevent bear failure, proper oiling, overload measurement, and internal clearance and realignment of the housing must be provided. Also, to enhance the bearing’s lifetime, it is possible to focus on circumferential exaggerated failure without delay.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
