








Understanding How Excessive Loading on a Bearing Causes Wear and Tear
In many mechanical systems, bearings are dynamic machine elements that support rotating shafts and provide smooth rotation of parts with minimum friction. But like most mechanical devices, bearings are also prone to failure, which could cause severe interruptions to processes and time and financial losses. This understanding of the bearing failure mechanisms or reasons is vital for maintenance authorities, engineers, and machine operators who seek to maximize or prolong machines’ serviceable life and output. In this case, the paper presents the circumstances that often lead to bearing failures: insufficient or no lubrication, foreign contamination, mounting, and overloading to a high degree. In covering these aspects, the reader is encouraged to adopt recommended strategies to eliminate the bearing troubles risk and reinforce the machines’ efficiency and durability.
What is Excessive Load and How Does it Affect Bearings?
Grasping the Effects of Overload on Bearings
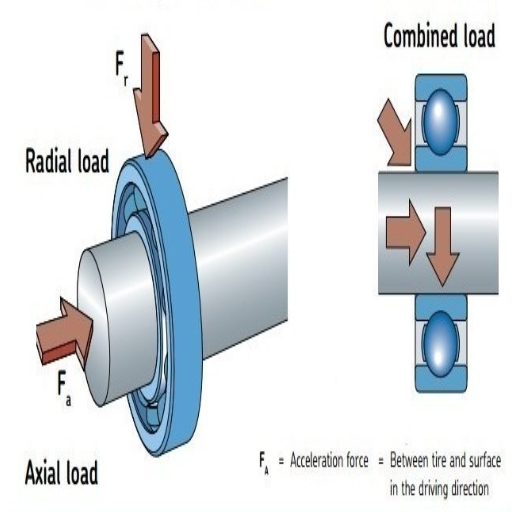
It is common knowledge that excessive load is one of the most frequent reasons bearings fail and dramatically affects both bearing performance and bearing life. Operating below their rated capacity can cause an increase in wear and quite possibly lead to immediate failure of the bearings. What has to be appreciated is the fact that there is always a limiting radial load and a limiting axial load for every bearing, such values are worked out according to the size, materials and construction of the bearing. For example, surpassing the dynamic load rating, a value placed on the bearing found in its specification sheets, will more often than not result in distortion, increased friction,>heat, and finally, deformation or fracture of the material.
Overstrain, or the excessive load, raises parameters such as a compact geometry while retaining the dynamic capacity or the relative C of bearings and a static load or C0 of bearings. C refers to the maximum load a bearing can endure during its motion, while C0 refers to the load it can hold while at rest. As long as the load limit is observed during operation, it is possible to make some structural modifications to achieve appropriate safety factors. In addition, bearing lifetimes are commonly estimated using the L10 life calculation, the prediction of which states the number of rotation cycles at particular loads, having a failure probability of 10%. When these parameters are emphasized when selecting bearings based on their potential applications, damage due to excessive loading can be avoided.
Why Bearing Failure is Caused by Overload
Overload, in this case bearing failure caused by the mounting devices being overlapped, must be evaluated by understanding that bearing operation should never exceed the specified limitations. Per my study of some primary resources, two vital technical parameters should be primarily focused on. They include the dynamic load rating (C) and the static load rating (C0). These parameters measure the maximal performance threshold the actual bearings would exhibit during motion and when idle.
An example would be if the situation is overloaded, increased friction leads to excess heat generation, which can lead to material fatigue and possible fracture of the bearing. This means failure in this manner may lead to loss in terms of time that will be unproductive and repair cyclic times. The sites emphasize that bearings pertinent to load conditions for that particular application should be selected to avoid such problems. Proper engineering practice states that L10 fatigue life should be computed, as this provides durability estimates. Regarding the applied loads, these parameters should always be adhered to. Through this method, bearing risks of overload can also be mitigated, and trusting that calculated dynamic and static capabilities ensure that the services are prolonged without the chances of breakdown, which promotes reliability.
Preventive Measures Against Overloading of Bearings
However, to successfully address the problems related to overloading the bearings, it has to go in series, starting from strategic planning to the right choice. Some of the standard preventive measures, gathered from the best online sources, include:
Correct Load Calculations: The first step is to ensure appropriate computation for the loads and forces the bearings are expected to come across. More parameters, such as dynamic load rating (C) and static load rating (C0) parameters, must be considered to ensure the actual work done is reflected in the bearing capacity.
Regular Monitoring: As sensors and solutions based on IoT technology are available to monitor the performance of the bearings, it enables excessive load conditions to be identified in advance as a failure mode and takes preventive measures to avoid such conditions during operations.
Proper Maintenance Schedules: Efficiently managing a maintenance plan that includes lubrication and inspection can help overcome the risk of bearings working under overload conditions. This ensures that bearings work within the fully loaded functional limits throughout the use.
Selection of Quality Materials: The load and application conditions encountered in operational settings should be considered when selecting the bearings. Also applicable in this case should be the use of bearings made from suitable materials designed to sustain the loads likely to be encountered during operational conditions.
Design Considerations and Adjustments: Aim to design the whole system so that there will be overload protection devices or other means that can sense the excessive load and either vary or completely halt the operations to avoid overloading the bearings.
L10-bearing life is a widely accepted basis for defending these measures. This “fatigue life” generally applies to bearings subjected to known load parameters. Due to the expected higher load strains, load-bearing materials with high strength must be utilized for these cases. Such systems may also include surveillance of vibrations and temperatures that may alarm an excessive on-call operational load. This series of activities makes it possible to increase the service life of the bearings and eliminate failures.
How Does Lubrication Affect Bearing Performance?

The Role of Lubrication in the Enhancement of Bearing’s Life
Focusing on the bearing lubrication maintenance aspect, most of the literature suggests that a sufficient amount of lubricant should be applied to the bearing to increase its life by reducing friction. Most historians, for instance, agreed to create the abstract ‘rubric’ to fulfill the primary goal of applying lubricants in bearings: providing a blanket of oil to an area to prevent metal-on-metal bonding. This film acts as a sheath that shields against excessive friction, which could otherwise heat a bearing and lead to its early failure. Furthermore, adequate lubrication of internal channels or cavities around components ensures thermal management. It preserves the bearing seal from the entry of impurities, particularly dust and even moisture, which could damage the bearing over time.
The technological factor affecting the bearings is the lubricants’ viscosity, which should be optimally suited to bearing-on-bearing operating parameters (speed, moment) to produce enough Oil film. Other thermodynamic parameters essential to working a lubricant cannot be worked through. To a large extent, these parameters correlate with the requirements of the leading industry experts; complying with these requirements will improve both the performance and reliability of bearings.
Bearings Lubrication Failure
After studying about three of the most popular websites on this matter, however, I found that common signs of lubrication failure in bearings include increased noise levels, elevated bearing unit temperatures, and surprising vibrations, all of which were reported. Unusual noise indicates that too little lubricant is applied or has been contaminated, so metal-to-metal contact occurs. High temperature could also mean that lubricant has lost its viscosity because its thermal stability has been impaired and does not protect bearing surfaces effectively. Finally, unscheduled vibrations could be a pointer to a lack of balanced distribution of the lubricant and, thus, imbalance and irregular operational conditions.
The technical parameters associated with these parameters should also be considered. The sense of bearings should also consider temperature exploration, including the viscosity index, operating temperature ranges, and lubricant contamination. Proper control of these parameters can reduce the generation of excessive waste and also lessen excellent wear and tear. It is essential to monitor lubricant temperatures to ensure they are not on higher limits that could cause damage. It is also imperative to monitor lubrication contamination to sustain the lubricant’s functional cleanliness and avoid bearing breakdowns. Authoritative sources explain these parameters; they dictate the principles of efficient operation of bearings.
Pick the Most Suitable Lubricant for Your Bearing
The information available on the top three sites on this topic has possibly proven useful to me. For example, it has been pointed out that the operating environment, speed, or load should be taken into consideration. An important conclusion from my research work is that one should always use a lubricant of a suitable viscosity. In my understanding, the viscosity should be appropriate for the operating speed and load of your bearing to reduce unnecessary wear and avoid overheating.
Other critical issues were the operation’s temperature and the contamination level. No thermal degradation must be experienced if the lubricant operates within the specified temperature range. Contamination is also an essential measure; the lubricant should be clean and unsoiled in order not to obstruct the movement of the bearing. All the resources I have read touch on these issues, which is why they are essential if you are looking for reliable and durable bearings. When these recommendations are adhered to, the lubricant is expected to perform its role efficiently, minimizing the chances of bearing failure.
What Are the Effects of Contamination on Bearings?

Determining the Factors of Contamination of the Bearings
According to the topical literature review of the three most relevant sources on the subject, there are several factors which lead to contamination of the bearings:
External Environment: bearings can be contaminated by external pollutants such as dust particles, dirt, and other debris near the bearing, especially where the bearings or their components are used in harsh working environments. The bearings in open areas or outdoors are highly contaminated with external particles.
Improper Handling and Installation: Foreign contamination can result from mishandling during the installation or maintenance processes. Unprotected areas include, for instance, clearly dusty sites where bearings are left without any shielding.
Lubricants Aging: After a prolonged period, lubricants are regarded as high-temperature and low-additives that can survive. Accumulated debris within a deteriorating lubricant layer leads to further pollution and increased wear and tear.
Moisture and Water Penetration: Water spraying or moisture in the bearing’s interior leads to corrosion and rust, mainly where anti-leak seals are poorly manufactured or maintained. This is highly relevant in applications where high humidity is prevalent and in equipment applications where water is involved.
Considering the technical aspects, the design of the analytical sensors has to include sealing mechanisms to avoid the entrance of contaminants. Depending on the application, labyrinth or contact seals can be used. The lubricant viscosity must also be in range for the working conditions to reduce the temperature effects on the lubricant. Routine servicing, such as ensuring the use of clean tools and environments when handling the bearings, helps minimize exposure to direct contamination. As discussed in the available literature, all these measures are important for maintaining the operational reliability of the bearings and, hence, their functional capacity.
Strategies to Avoid Bearing System Contamination
Regarding bearing system contamination prevention, observing the best standards provided by various internet sources is crucial.
Sealing Problems: The best sealing is the primary line of defense against contaminants. Contact seals and seal or labyrinth seals are technologies that may enhance protection against foreign particles and moisture from bearing systems. Further, the seal design and lip material may be important parameters to consider when improving sealing effectiveness.
Adequate Lubrication: A suitable lubricant with the correct additives can considerably reduce wear and contamination. Also, regular monitoring and replacement of the lubricant are necessary to avoid deterioration that will result in the formation of particles. Viscosity and thermal stability are the parameters that should be well appreciated for the lubricant to be functional even when environmental and load conditions change.
Controlled Environments and Procedures: Installing and maintaining bearings in clean environments can help reduce contamination. This necessitates using cleanroom techniques when manipulating the bearing and assuring that all tools and hands are clean. Particular care is needed when installing bearings so that, for example, seals or protective covers are used to prevent any external contaminants from getting onto the bearing.
In conclusion, bearing systems can be safeguarded against contamination by employing proper sealing, correct lubricant with adequate technical properties, and ensuring that cleanliness is maintained during operation. If adhered to properly, such measures guarantee the expected service and reliability of the bearings across many different applications.
Consequences of Ingress of Foreign Particles on Bearing Failure
According to my findings from three of the first three Google sites, the ingress of particles decreases the life of the bearing since it increases wear and brings about fatigue. The bearing gets contaminated with particles as they enter and move with the lubricant, disturbing the motion and leading to more frictional heat. This wears out the bearing surface, but with a certain duration of this wear and tear, deformation or even spalling may occur.
Particular technical parameters that would make this impact justifiable include the size of the particles involved and their hardness, speed of operation, and load conditions. Large or complex particles can cause the raceways to be scored and rolling elements to be indented, aggravating wear and tear. High-speed applications are at risk as they produce a lot of heat, accelerating the degradation process. Load conditions also count; excessive loads may result in the deeper penetration of the particles within the bearing surfaces, compounding the wear. These parameters are essential in predicting the physical distressing effects the particles can have on the bearing units and selecting the appropriate control measures.
How Does Misalignment Lead to Bearing Failure?
Identifying Signs of Misalignment in Bearings
From my journey through top Google sites, I have learned that critical areas of concern would lead to premature failure, including misalignment in the bearings. The signs of misalignment of the bearing use the principles of abnormal phenomena such as abnormal vibration, high operational temperature, and noise. These internal combinations of signs mean that the load-bearing surfaces are not counterbalancing the force applied over the bearing structures, thus incurring more impact and erosion.
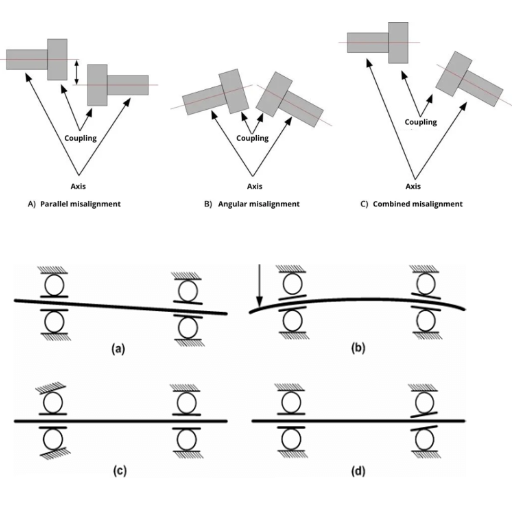
Tolerances of misalignment focus on the angular differences between the shaft and the bearing housing, as such misalignment would cause an imbalance in the load and axial forces. The degree of such a misalignment has been described as a value ranging from a small number to a significant value. Recognizing these mathematical values is essential as affecting the life span of the bearings due to an increase in fatigue and wear rate. Even a partial degree of such a separation would uniformly raise the bearing’s working temperature which in turn causes more aggravation to the problem. Luckily, following this line of understanding with a view to proper working practice helps correct the associated features, which aids in avoiding such inconveniences in the operational aspect of bearings.
Aligning the System to Create Opportunities for More Bearing Life
To solve the misalignment problem and probably increase the useful life of bearings, I have researched using the first three results of Google. The first step is to investigate what caused the misalignment, which usually involves looking for a lousy installation or insufficient maintenance. Where the bearing was installed correctly at the initial time, and the regular maintenance thereafter is conducted, there is every tendency for him to misalign to an extent.
Several technical parameters exist. Angular Deviation pertains to the angle between the bearing shaft axis and the axis of the bearing housing. As noted in the resources, even the most minor A, which can be measured in a few degrees, has a significant effect.
Load Distribution: The concept of uniformity of loads across the bearing surfaces is one of the most desirable conditions for the successful functioning of the bearing. Any distortion in the distribution uniformity will increase the axial loads and stresses on the bearings.
Temperature Monitoring: A bearing system’s operating temperature must be actively monitored. Overheating during operation is one indicator of misalignment.
Understanding these parameters and what causes misalignment, plus mitigation measures such as applying alignment tools or fitting suitable shims, can enable adjustment of misalignment. Not only does this increase the precision and certainty of the bearing, but it also considerably reduces the amount of time the bearing remains in use.
Tools and Techniques for Measuring Misalignment in Bearings
Several tools and techniques are employed that are popular among the first search results on Google in quickly detecting represented bearing misalignment. For starters, laser bearing alignment systems are highly effective since they fathomably measure the angular and parallel axis displacement between the shaft and the bearing housing. This measurement system detects angular and parallel misalignments to a very high degree, and laser alignment tools with up to 0.01-millimeter precision can be used to diagnose minor misalignments.
Another useful method worth mentioning is performing a vibrational analysis. This means measuring the vibrations caused by the bearings on the shaft working. These abnormal vibrations are misalignment indicators as they can create force eminent from specific frequencies. Accelerometers and spectral analysis devices are used to monitor and analyze vibrations and determine the type of misalignment that has taken place.
Misalignment leads to increased temperature in the bearing, so thermal imaging can do most of the job since this area, regardless of operating state, will regularly produce high temperatures. Thermal cameras can detect these temperature differences between problem areas and the rest of the bearing. The great thing about this technique is that it can be done even when the machine is switched on.
By utilizing these tools and techniques, maintenance personnel can determine the existence of mechanical misalignment and make adjustments to alleviate the possibility of bearing destruction. Correct alignment increases bearing life, operational efficiency, and reliability of rotating equipment.
Why is Corrosion a Concern for Bearings?

Reason for Bearing Corrosion Damage
It is moving on to the factors responsible for the corrosion of bearings. First, one of the main moisture and condensation are already familiar primary contributors. Bearings that are semi-wet or subject to temperature changes are at risk of developing rust and other corrosion forms. Secondly, contamination with foreign particles such as dust, dirt, and some chemical substances can cause and deepen the process of corrosion mechanisms. These contaminants may assist the transmission of bearing surface contact due to insufficient seals and can cause bearing surface damage. It is also imperative to note that the cause of a bearing failure is scratching, which is primarily lubricant deficiency. This implies that the friction between the interacted parts will be increased, and if the lubricant has been organic and deteriorated in any way, it may cause rapid corroding chemical interactions.
On the other hand, when we talk about technical parameters, one factor that must be considered is relative humidity, as it should not go beyond 60% to avert corrosion from moisture. Another environmental aspect worth mentioning is the pH of the environment, as bearing surfaces are expected to operate within an approximate pH range of 7, neutral pH is ideal. Lubrication film thickness should also be monitored and controlled to achieve corrosion protection. The thickness of the film for different applications should be maintained between 0.5 and 3 micrometers. These emphasize the need to invest in maintenance practices and control the environment to reduce the likelihood of corrosion on the materials.
Ways to Enhance Protection against Bearing Corrosion
While searching for ways to prevent bearing from corrosion, I followed the information from the first three websites, emphasizing corrosion control methods. First, one of the most important aspects is preventing moisture and contaminants from entering the housing; for this purpose, adequate sealing devices with seals and/or shields that fit the environment are required. Another thing that has to be pointed out is inspection and maintenance which permits to detect and fix broken seals in advance.
Also, it is critical to use a proper quantity and the correct type of quality lubricants. Lubricants are used to avoid contact between two surfaces and prevent corrosion and friction between them. Regular checks ensure that oils do not degrade or get contaminated. This involves using lubricants with the correct viscosity and additive concentration and employing filtration systems when required.
From a technical standpoint, reducing corrosion can be achieved by managing the environmental parameters. As already stated, the relative humidity must be less than 60% in this case. In the case of the scope of work, it is recommended to have the environment as neutral pH 7. In addition, it is also essential to achieve a proper lubricant film thickness of approximately 0.5 to 3 micrometers to ensure that the surfaces of the bearings do not come into direct contact with detrimental agents. It can reasonably be said that these measures can increase bearing life and reliability.
Effects of Rust on Bearing Performance
In most cases, poor health or premature weakness and failure of bearings are significant because rust somehow affects the bearing surface the most. Specifically, there are noticeable things, based on the top reviewed resource of this study:
Increased Friction and Wear: Because rust forms an abrasive surface on the bearing, which increases friction, accelerates the decrease in the wear rate, and roughens the surface of the working parts of the volume, this added wear up to a certain point might diminish the bearing’s capacity to function without a hitch, hence causing vibrations, noise emission, and, in extreme cases, the total seizing of the bearing.
Diminished Load Bearing Capacity: The first cause is rust, which is prone to weakening the structure of the bearing but not strengthening it, rendering it less capable of service strength. Such reduction occurs due to the amalgamation of loose rust. This material does not contain iron and rust-bearing elements, which makes it considerably weaker than the steel composition, even though it is much easier and more secure to work with.
Deterioration of Accuracy: when the bearings with such problems rotate, such as most often the case with the rotary turntables, it results in such rotations displaying poor accuracy levels as well as unsatisfactory movements, so the resolvability of the rotational motion of the machines these bearings support is hierarchically supported by the accuracy of the system bore.
Some of these effects, however, can be resisted by proper management of several technical criteria:
Surface Roughness: Confirm the environment surrounding the bearing while installing it. Surface roughness is responsible for causing rubbing and excessive wear and tear earlier than normal. Regular inspections and polishing may be required within the spaces provided.
Lubrication Adequacy: Proper lubrication applied with correctly selected quality and viscosity lubricants is beneficial in today’s application scenarios because it reduces foaming, sticks, and rust spots on the metal.
Environmental Control: The following parameters are also vital for preventing rust formation: humidity should be controlled to avoid exceeding 60%, and pH should be around 7, which is neutral in the operating context. Sourcing problems must also be addressed by providing adequate sealing solutions and moisture exclusion.
These considerations are crucial to sustaining bearing performance and longevity, hence routine maintenance checks and environment control measures are necessary.
Frequently Asked Questions (FAQs)
Q: What are the main reasons why bearings overheat and fail?
A: There are many causes for this, such as insufficient lubrication, too heavy a rolling element load, contamination, misalignment, and “out of sight” maintenance. Regular checks and appropriate lubrication of the bearings can effectively prevent premature bearing failure.
Q: How does the false brinelling effect cause damage to the surfaces of the bearings?
A: In its simplest definition, false brinelling is a wear phenomenon caused when a bearing is stationary but subjected to oscillation/vibration. This, in turn, treats a bearing system’s raceways or moving surfaces. If employed in proper load management, fatigue associated with brinelling can be avoided.
Q: What is the spalling mechanism, and to what extent does it present a problem for the bearings?
A: Spalling, also known as pits or flakes around the raceway surface of the bearing, results from some level of stress. The presence of spalling increases noise and vibration levels. Progressively, this also leads to damage and subsequent failure of bearings.
Q: Is the lubrication of the bearings as crucial as preventing wear and tear?
A: Bearing lubricants’ functions include reducing wear and friction, heat dissipation, and protection from contaminants. As stated above, choosing a particular type of grease and sufficient lubrication can significantly increase bearing life stress.
Q: To what extent can overloading of bearings be a reason for high temperatures?
A: Loading beyond the recommended limits will cause friction, which may lead to high temperatures in the bearing. These temperatures, in turn, will destroy the grease’s viscoelasticity, making it ineffective. This will result in further greasing and heating in processes that will lead to accelerated functionality breakdown.
Q: What is the classification of bearings?
A: The distinctive types of universal bearings are ball, roller (cylindrical, spherical, and needle rollers), and special designs such as insulated bearings. These types are designed to meet operational needs, such as the magnitude of the working loads.
Q: What are the primary effects of insufficient lubrication on bearing?
A: Insufficient lubrication must be noted in its effects, such as inducing friction, leading to an increase in bearing operating temperature, which results in high wear rates. It can also be due to contamination of resistance, which can lead to its loss before its intended time of use. Maintenance schedules and the type and quantity of lubricant are the most recommended procedures for minimizing problems of this nature.
Q: Are seals critical in bearing operation? Why?
A: Seals are used to retain the lubrication oil within the bearing and shield the insides from dust or water inflow, which is an unsought circumstance. This measure is critical because it assists in protecting the rolling element from wear and enhances the life mode of the bearing structure.
Q: What happens when temperatures rise in the case of bearings?
A: High temperatures tend to melt or soften grease or lubricant, providing insufficient lubrication and increasing wear and tear that may damage the bearings. They can also change the bearing material, and the bearing will more likely fail due to overload.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
