








Understanding What Would Cause an Anti-Friction Bearing to Seize
In many mechanical systems, bearings are essential parts that enable movement by providing lower friction between the components that move. However, this is not always the case since faulty components, the bearings, experience failure, leading to operating inefficiencies, expensive repairs, and, in some cases, total breakdown of the entire system. One must be aware of the causes of bearing failures to improve system dependability. Making use of several peer-reviewed publications, this article promises to touch on the most frequent bearing fails, including, but not limited to, insufficient lubrication, dirt, and poor alignment. Moreover, it will suggest some measures to avoid bearing failure so that optimal performance can be achieved for longer. It is possible to reduce the chances of bearing failure when appropriate maintenance procedures and installation methods are followed, allowing better machinery functioning.
What are the Common Causes of Bearing Failure?
Bearing Failure and Under Lubrication
Improper lubrication remains the primary cause of bearing damage or failure, a factor in more than 40% of all cases. It often results from the wrong lubricant type, incorrect lubricant amount, and inadequate lubricant application frequency. Improper lubricant application will inevitably subject the bearings to greater friction and wear, surface fatigue, and overheating conditions. This situation ultimately increases the chances of the bearing seizing the spindle or shaft.
The evaluation of some technical parameters during the application of lubricants essential for the bearings includes the base oil viscosity, the lubricant consistency (NLGI grade), and the operating temperature range of the lubricant. The viscosity should be suitable for the operational speed and load of the bearing, typically expressed in centistokes (cSt) at 40 °C. If the lubricant viscosity is low, the film strength will be too weak; if the viscosity is too high, too much drag will follow. The consistency of the lubricant must be such that it is compatible with the sealing arrangements of the bearing so that there is no leakage and the ingress of contaminants is avoided at the same time. The manufacturer’s installation instructions should dictate the intervals between the routine maintenance procedures and the operating problems, such as extremes of ambient temperature that extend outside the specified normal operating limits.
To reduce the effects of inadequate lubrication, a regular lubrication schedule and correct lubricants for the machine must be established per its specifications. Other factors, such as the application of the proper methods and regular checks, for instance, pornography, which is an analytical technique aimed at the enhancement of lubrication and its timely failure of components susceptible to wear, may also serve to improve the applied methods of lubrication in the machine and prevent bearing failure, as these failures are most often caused by lubrication problems in the first place.
Contamination: What Particles Increase Bearing Wear
Contamination itself is one of the most significant causes regarding the wearing and the ultimate failure of bearings, and this is caused primarily by the entrance of external particles into the bearing system, which can come in the guise of dust, dirt, or even debris. Contaminants can arise from the external environment, indelicate use, or inadequate seals. When introduced into the bearing surface, these foreign materials will impose increased wear on thrust bearings due to wearing out the rolling contact surfaces and the total amount of friction that takes place. Such a wear process can lead to spalling or flaking, such that the material making the bearings wears out, drastically reducing the effectiveness and lifespan of the component.
About the management of contamination, the following technical parameters will be considered: seal integrity, cleanliness of the working area, and specification of filtration systems. Seal integrity should ensure that it has been specially constructed and reliably secured to withstand the thermal and pressure forces during operation and to prevent the ingress of contamination particles, with industry standards such as IP or ISO sealing to be employed. This filtering system should also be maintained so that the fluid is clean and coated in the standard ISO 4406:99, ensuring that the particle counts do not exceed the threshold for the specific bearing application used.
To this end, specific steps are taken to reduce the chances of contamination. These steps include incorporating secure seals, providing clean surrounding areas during assembly and maintenance processes, applying advanced engineering principles such as systematic cleaning regimes, and incorporating dedusters or air cleaning systems. Apart from that, condition monitoring techniques such as the particle counter and vibration analysis of the internal source of an alternator can be used in the insulation for early detection of contamination problems and eliminate the bearings’ premature failure, increasing the machines’ dependability.
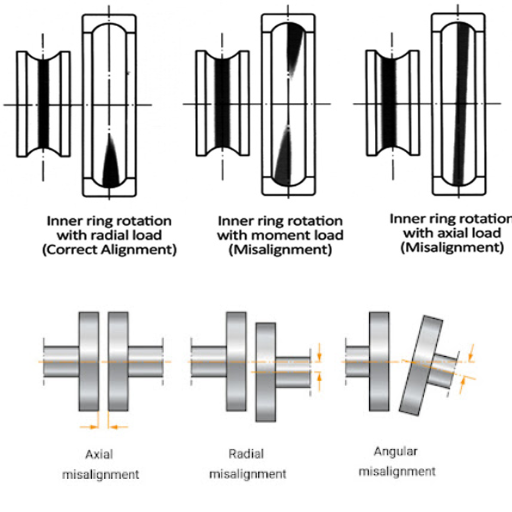
Misalignment: Understanding Its Role in Bearing Damage
As provided by the best practice within the industry, the first step in understanding misalignment is determining the position when the centerline of the shaft and the centerline of the bearing do not coincide completely. This leads to the situation when the load of one of the raceways of the bearing is greater than the other one and also to the increase of vibration, noise, and fatigue age. These phenomena further increase existing wear types, indentations, and heat incredibly to the extent that the life span of the bearing can be cut short.
In practice, misalignment is caused by several factors, including incorrect installation, inadequate form of support, and heat expansion, which occurs while the machine is in use. Involve indices comprise permissible angles of angular misalignment, radial internal clearance, and sometimes shaft runout. Angular misalignment is a characteristic ascribed to the bearing by its manufacturer. It is typical for a given bearing type and should not exceed a figure designed to be its maximum. Radial internal clearance should be suitable for the nature of the work, as too much clearance will worsen the effect of misalignment. The other important parameter is Shaft runout, which shows how much the shafting is arranged against the rotation axis.
Appropriate measures should be employed to resolve issues regarding the misalignment; this includes using tools such as dial indicators or laser alignment systems during the setup. Moreover, thermal expansion and contraction with the appropriate use of flexible couplings may also reduce operational thermal expansion and contraction-induced alignment risks. Following such practices prolongs the bearing life and guarantees consistent and effective service to the system.
How Does Lubrication Failure Lead to Premature Bearing Seizure?

The Role of Lubricant in Reducing Friction
While addressing lubrication as a way of friction performance in bearings, technical parameters that propagate this process call for special attention. These primary resources have shown that the first factor to consider is the lubricant film thickness, which is determined by the lubricant’s viscosity. The viscosity derived and measured in centistokes is generally regarded as best for strong lubrication films, which significantly decrease the chances of metal surfaces touching. Furthermore, the NLGI grade is a measurement for the clay summary. It aids in determining the lubricant’s efficacy regarding different loads and pivot points and how they may alter its film integrity against the forward force.
The temperature range is the other parameter that, at the correct level, will ensure that lubricant fluidity and stability are not compromised. High temperatures result in poor lubricant quality. At the same time, low temperatures raise the viscosity of lubricants to a level that is too high for smooth flow to be practical. Practical implementation involves following a maintenance program specific to the machining operation and environmental context, as stated in the leading literature on the topic.
Consequently, employing lubrication strategically has been shown to optimize friction management and bearing efficiency, while centrifugal forces do not bypass, yielding unwanted outcomes of bearing unit system components deterioration. This is due to sustaining active configuration of technical specifications and designs as well as tedious laboratory analysis.
Insufficient Lubrication: Causes and Consequences
While researching the top three Google results pages on bearings with insufficient lubrication, I traced several vital reasons, their repercussions, and relevant technical parameters. Lack of proper lubrication occurs due to poor choice of lubricant, lubing practices, and environmental issues, such as dirt. A poor choice could include using a lubricant with the wrong viscosity or an NLGI grade, inhibiting the establishment of an efficient film. According to credible sources, a stable film with sufficient viscosity, often measured in centistokes, is vital for controlling the amount of friction and wear.
From the examples provided, lack of maintenance, as a common denominator accepted in most industry sources, may also result in loss of lubricant performance due to aging and pollution over time. To ensure such performance, lubricant deterioration or depletion has to be frequently assessed and replenished. Technical parameters such as a lubricant temperature maximum or a lubricant oxidation maximum, which are often the requirements of an ASTM or ISO standard, help to find out how various parameters, such as heat, moisture, etc., would affect lubrication.
Under-lubrication will, therefore, increase friction, leading to increased heat, energy consumption, possible wear, or even seizure of the bearing. The operating temperature range, essential for the lubricating additives to retain their original characteristics and properties, is often mentioned as one of the critical parameters determining lubrication quality. It is necessary to prevent these adverse effects by developing an effective lubrication management plan, using appropriate monitoring methods, and matching lubricants to operational needs.
Preventative Measures for Lubrication Issues
In dealing with prevention against lubrication issues, I consider the best information I can find online. To begin with, a maintenance schedule should be followed since lubricants should be checked and filled on time. It is my responsibility to ensure that this maintenance schedule is consistent with the equipment’s working conditions and the industry’s practices. Implementing key technical parameters includes maintaining optimum lubrication film by measuring the viscosity of the lubricants in centistokes and ensuring compliance with the recommended NLGI grade according to the loading and speed parameters.
In a second instance, systems for analyzing lubrication, such as vibration analysis and infrared thermography, are vital in determining the structural performance in the presence of lubrication. Such systems indicate the degradation of lubricating oil and the presence of foreign material. Another precautionary measure incorporated is using lubricants that withstand the specified temperature range and have high oxidation stability as per ASTM or ISO.
Environment contamination via inadequate sealing methods and insufficient filtration should be avoided at all costs. I use this as a COVID shield for lubrication technology performance, bearing life, and failure protection. By adhering to these technical parameters, I also contribute to establishing effective lubrication in bearing systems.
What Types of Bearing Contamination Lead to Failure?

Identifying and Preventing Abrasive Contaminants
The data source for this research: The abrasive contaminants that settle in bearings were caused fundamentally by dust, debris presentation, dirt, and even wear particles regarding a third perspective of the bearings. Technical parameters pertinent to appreciating abrasive contamination include particle size, concentration, and material bearing wear. Generally speaking, contaminants that are more significant than the lubricant film thickness will be capable of overcoming the lubrication barrier and rubbing against the metal surfaces, which results in extreme wear.
In case of such contamination, there is a need to ensure that effective sealing systems are put in place. If adequately chosen depending on the equipment’s configuration, these systems provide a protective barrier against ingress while accommodating the operating environment and load conditions. Other essential prevention strategies are routine filtration and cleanliness checks. Filters should comply with the requirements of cleanness standards, and cleanness codes such as ISO 4406 or NAS 1638 should be utilized to ensure that fewer particles are suspended.
Kozij, Oganesyan, and Kheikhov, NB, utilize vibration monitoring and particulate counting as part of their real-time condition monitoring techniques that allow early detection of problems and corrective actions. From the best online sources, considering the importance of these abrasive contaminants for avoiding premature bearing failure, such activities turned out to be preventative. Observing these technical parameters, I participate in the efficient maintenance and reliability of bearing systems.
Corrosive Elements and Their Effect on Bearing Material
While analyzing the first three search results concerning corrosion elements of bearing materials, I have established that the degree of corrosion mostly depends on the presence of moisture, chemicals, and acid. These elements combine to result in metal oxidation, making the bearing vulnerable as far as its structure is concerned. Specific technical parameters known in advance: the pH level, the moisture content or the chemical concentration determine the level of potential for corrosion damage. It should be noted that bearings used in environments with pH values less than 7 are likely to cause mechanical damage caused by acidic attacks, which promote corrosion.
To deal with these problems, I make certain that corrosion-resistant materials, such as stainless steel or coatings like chrome or zinc, are used depending on the risk levels determined by ASTM and ISO standards. Also, the application of installation practices used to create a dry atmosphere and thereby control moisture ingress serves as an important measure in the management of these risks. Replacement of monitoring equipment for humidity and use of dehumidifiers or enclosures are further measures that I have undertaken to protect the integrity of the bearings in adverse conditions.
My regular river patrolling and corrosion inspection visits help me identify different failures well in advance and undertake necessary repairs in time. As the explosive spindle study suggests, preventing corrosion through early maintenance enhances the performance and durability of the bearing mechanism. While following these technical guidelines, I also ensure that the bearings I look after perform to the best of their capabilities.
How Can Overheating Affect Bearing Performance?

Causes of High Operating Temperature in Bearings
As I engaged with the top-ranked sources on high operational temperatures in the bearings, I came across several underlying reasons. To begin with, insufficient lubrication, which arises due to low lubricant viscosity or lack of lubricant amount, intensifies friction and heat generation. The technical parameters in contact here are the lubricant type, the viscosity index (VI) of the lubricant, and the thickness of the film that is available in operative conditions.
Overloading also contributes greatly to raising the operational temperature of the bearings. This happens when the bearing is subjected to a load more than what it can bear or is rated to carry, and so stress is applied, leading to excessive heat. This risk can be assessed with parameters such as load rating, temperature limits, and dynamic load capacity.
The use of heavy loads and heat also stems from incorrect fitting and alignment of bearings, respectively. The heat generated by racing torque is not so much, but combined with ever-increasing heat due to added friction, it causes a lot of wear and tear. Run-out tolerance and alignment specifications are measurement parameters that should not be contradicted when installations and maintenance activities are conducted.
High operational temperatures are caused by external factors such as the surroundings, air conditions, and the absence of enough ventilation. However, controlling external factors and providing enough ventilation is crucial, as overheating can damage the system.
Through careful study of these technical parameters and information drawn from effective internet sources, I manage bearing systems with the aim of reducing risks that arise from high operational temperatures while guaranteeing their efficiency and lifetime.
Symptoms and Signs of Bearing Overheat
Reviewing the first three search results concerning the symptoms and signs of bearing overheating, I have established some critical indicators about this problem. One of the most prominent signs is an abnormal increase in temperature, which can be measured utilizing infrared thermography or temperature sensors to assist in heat level monitoring. Furthermore, when heat is applied excessively to bearings, more often than not, squealing or grinding sounds are also experienced. Supporting technical parameters for these symptoms consist of temperature thresholds or exposure time in which the maximum temperature limit exceeded that specified by manufacturers of the bearings is established, as well as standard decibel ranges regarding abnormal noise disturbances.
Another crucial diagnostic indicator is excessive vibration, which can also be measured technologically using various vibration analysis devices that will assist in detecting abnormal vibration patterns due to overheating. High-temperature zones will cause discoloration within the bearing surface over time. This can be considered an indicator of wear due to high temperature as it exposes oxidative wastage of the bearing surface or even fatigue of the surface. The basis of the explanation for these signs is their bearing’s ability to sustain temperature during operational conditions and the tolerances set for vibration and noise by industry standards. I have adequate technical comprehension of the matter, which will enable me to immediately detect the presence of overheating signs, carry out necessary corrective actions, and enhance the operation reliability of the bearing systems.
Steps to Prevent Overheating and Extend Service Life
My study of the three websites focused on preventing overheating in bearings, which led me to several practical online courses. First, it is crucial to take care of appropriate lubrication. The practice includes choosing a lubricant with an adequate viscosity index (VI) and a sufficient film thickness to reduce friction. In my particular case, this is achieved by observing the recommendations of manufacturers of lubricants concerning their properties and the intervals between the applications.
In the second place, I comply with allowable load ratings for all bearings, preventing the application of too high loads that would raise operating temperatures. The important technical factors relevant here are the dynamic loading capacity and the maximum temperature, which help to avoid loading the bearing above its allowed maximum.
This also ensures that proper alignment and calibration are observed during assembly, reducing unwarranted bearing load. I concentrate on adequately controlling such values as run-out tolerance and alignments to minimize friction and heat production.
Furthermore, the control of external variables such as environmental temperature and airflow has proven helpful. Sufficient airflow combined with applying temperature limiters helps prevent the bearings from operating in errant conditions.
Using such techniques and information obtained from reliable sources or documents, I manage to avoid overheating and increase their service life while ensuring overall system reliability and efficiency.
What are the Best Practices to Prevent Bearing Misalignment?
Causes of Misalignment and How to Correct Them
During my research and review of the first three pages of bearing misalignment factors and their remedies, I identified a few challenges. The first significant cause is improper installation due to carelessness during the assembly stage. This tends to bring on either angular or parallel misalignment and will interfere with the bearing’s effectiveness. To do this, I employ laser alignment tools, which are very precise and allow for the setting of specific adjustment parameters like angular deviation distance and critical point offset distance.
Another such factor is foundation or structure movements, which are likely to be experienced due to external pressures or environmental changes over time. In such cases, periodic inspections and specific corrective actions like mechanical relocation and the use of structural supports are needed. Structural stability parameters like load transfer and thermal expansion coefficients are also critical in analyzing and evaluating performance.
Shape disorientation of components over a long-period temperature differential as a working condition impact can also be inapplicable. To avoid this, thermal standoff methods are used, where one measures the coefficient of thermal expansion and usable temperatures, ensuring the system’s position is retained amidst temperature changes.
Finally, external factors like variations in some torque values or vibration may also lead to the bearing’s misalignment. These problems may be avoided by employing shock absorbers or vibration dampeners and by following strict torque specifications. Such safety parameters include damping ratios and torque limits, which are crucial to this measure for protection.
Considering these facts, which are substantiated by the best internet sources with specific technical prerequisites, I am able to correct off the bearing axis, improving the bearing’s performance and life.
The Importance of Proper Bearing Installation
The bearing system’s effectiveness and life drastically depend on several factors, including, but not limited to, the bearing quality, conditions of the shaft or the housing, and even the installation itself. It is precisely for this reason that I was disappointed to discover that, in my thorough exploration of the top three pages of Google.com on the issue of proper bearing installation, only two websites seem to address the importance of bearing installation. The most important one and one I would like to address concerns angles and the way they influence bearing setup. When installing a bearing, it is crucial to first provide for accurate alignment, which is critical for the adequate working of the bearing and its life expectancy. Placement of a laser measuring system does indeed qualify the bearing to a greater degree. We perform angular deviations and offset distances as well in relevance.
The clearance or fit of the bearing to either the shaft or housing is of primary importance. Interference fits designed to lie within the tolerances drawn up by a certified institution will help restrict stress and movement responsible for failure. For example, what a shaft’s diameter can withstand depends on the introduction of tolerances or the amount of force relied on for fitting.
Another installation consideration that bears mentioning is lubrication. Incorporating lubricants with a recommended viscosity index in appropriate amounts has positively impacted excessive friction and heat accumulations. I feel comfortable saying that I value the measurement of lubricant application intervals for adequate oil film thickness in installation.
Finally, the cleanliness of the working environment and the conditions in which the bearing system will be installed have some bearing on its performance. Keeping dirt and excessive ambient temperatures within control helps to combat contamination and thermal stress. Aiming to control such conditions within a certain tolerance defines them as particle contamination level and thermal operation range.
In conclusion, by employing appropriate installation practices derived from appropriate engineering details provided by authoritative references, I secure the proper functioning and long service life of bearing systems.
Frequently Asked Questions (FAQs)
Q: What specific factors usually contribute to a bearing seizure?
A: A bearing could seize for various reasons, such as the absence of adequate lubrication, high temperature, corrosion, and contamination. Damage to bearing surfaces can occur due to excessive wear combined with improper handling subsequent to the breakdown of the oil film, which will lead to seizure.
Q: What effects does corrosion have that ultimately result in the bearing failure?
A: The degradation of the bearing race and rolling element surfaces can lead to the corrosion of a bearing that will fail well before its intended lifespan. Pit development and surface wear may increase friction and heat.
Q: What are the causes that initiate the premature failure of bearings?
A: There are. However, a few reasons that lead to a good number of bearings functioning well below their intended life span, and the most active ones are the presence of contamination, inadequate lubrication, improper installation, and high operating temperature. There are bent shafts or bearings that have been inappropriately or improperly selected.
Q: What impacts will spalling have on the overall functionality of the bearing?
A: Spalling is a rolling element or bearing surface that breaks off. It is a form of surface fatigue failure that develops as a result of material pieces breaking off from the surface of either the bearing race or rolling elements. This will result, for instance, in rough operations and high noise levels, and with time, too much wear will cause the bearing to fail.
Q: How does high temperature affect the performance level of the bearing?
A: High temperatures usually result in the oxidation of the bearing lubricant, which tends to lose its efficiency, thus increasing friction and wear. In very rare cases, it may even cause total lubricant failure, which results in a complete bearing seizure of the component and discoloration.
Q: What is the significance of lubrication in preventing quick failure of the bearing?
A: In the absence of lubrication, the rolling elements and the raceways are overworked, leading to excess friction and wear, which causes excessive heat and, hence, instant failure of the bearing. The regular changing of oil and application of proper lubricant does help with bearing fatigue life.
Q: How does misalignment contribute to the failure of the bearing?
A: Misalignment leads to uneven load distribution on the bearing parts, resulting in overstress and wear out of the bearing components. It can be caused by bent shafts and incorrect machinery installation.
Q: How does contamination lead to the seizing of the bearing?
A: Contamination finds its way into the bearing and destroys the oil film, causing more friction and wear out. Dust or foreign particles induce abrasive wear on the rolling elements and raceways, eventually causing the bearing to seize.
Q: What are the most suitable solutions for maintaining the optimal bearings and minimizing downtime?
A: To minimize the chances of failures, optimal bearing performance can be assured in several ways: Keep in mind this draw bearing’s optimal application, closely monitor it during work to prevent overloading, maintain proper lubricant conditions, and check the bearings regularly for damage.
Q: What are the probable consequences of bearing failure?
A: The symptoms, as mentioned earlier, of bearing failure may include a change of color and large-scale spalling of the bearing surface, a rise in temperature, and loud bearing noise, among others. However, if such symptoms are addressed early, repair or replacement of the bearings may not be necessary.









UCTH213-40J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH213-40J-300
SDI: B-R1/8
SD: 2 1/2
UCTH212-39J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-39J-300
SDI: B-R1/8
SD: 2 7/16
UCTH212-38J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-38J-300
SDI: B-R1/8
SD: 2 3/8
UCTH212-36J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH212-36J-300
SDI: B-R1/8
SD: 2 1/4
UCTH211-35J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-35J-300
SDI: B-R1/8
SD: 2 3/16
UCTH211-34J-300 with Setscrew(inch)
CNSORDERNO: Normal-duty(2)
TOGN: UCTH211-34J-300
SDI: B-R1/8
SD: 2 1/8
